关于3D打印支撑,你可能忽略了这些要点!
关于3D打印支撑,你可能忽略了这些要点!1、支撑方向与成型效果当使用折线支撑时,切片软件默认支撑线方向是垂直于平台最长边的,与模型摆放方向无关。支撑线的方向和模型底面的角度会对实际
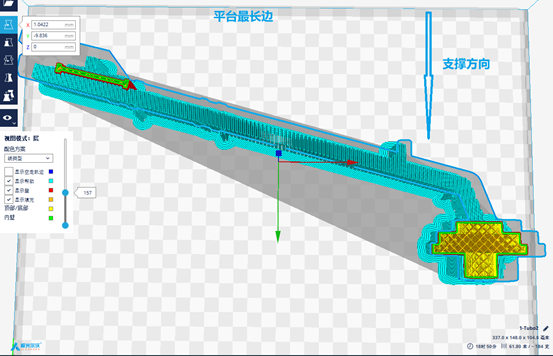
1、支撑方向与成型效果
当使用折线支撑时,切片软件默认支撑线方向是垂直于平台最长边的,与模型摆放方向无关。支撑线的方向和模型底面的角度会对实际支撑面成型效果产生影响。当两者方向一致时,支撑接触面积会增加,提高拆支撑难度,而相垂直则可避免这种情况。因此在摆放上首选把模型长边和平台长边同方向放。当然这并不意味着所有模型都是如此。
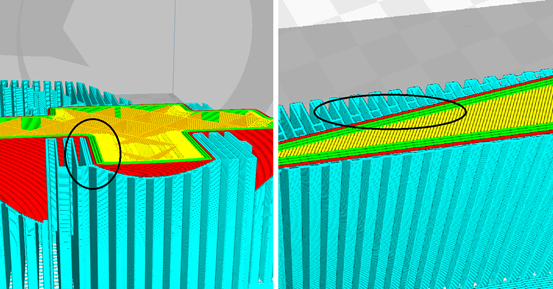
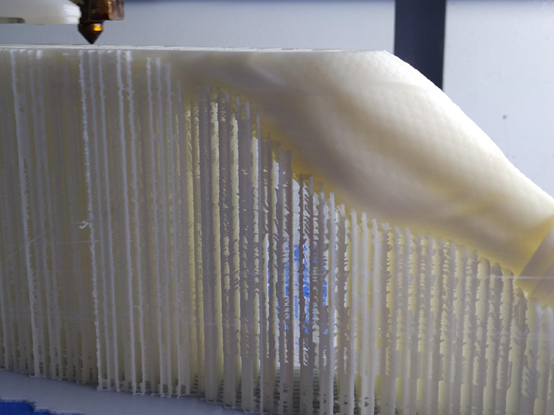
或许有老伙计们会问,增加支撑接触面积不挺好吗?然而这不意味着支撑效果会变好,如下图,当模型底面和支撑线方向一致时,会出现很多的底部成型线是处于悬空的,将导致产生垂丝,造成接触面效果变差,而相垂直时悬空距离则很小,能有效改善底面效果。因此我们还需要考虑到实际模型底部的形状来确定摆放方向。
2、支撑间隙与拆支撑难度
关于支撑间隙,笔者尝试良多。支撑间隙是模型与支撑间的距离,对模型成型效果及拆支撑难度影响较大的是Z轴方向即垂直方向的支撑间隙。支撑间隙与层高息息相关,支撑间隙的设置距离应为0.6~1.2*层高。当模型底面较为平缓时,可设置较大的间隙,减少拆支撑难度。当模型底面变化大时,应设置较小的间隙。
同时,支撑间隙与支撑密度也有关联,支撑密度较高时,可适当拉大间隙。
3、支撑温度与拆支撑难度
实际上,“刚出炉”的模型,支撑会更加容易拆,较柔软,且结合强度没那么高。冷却后的支撑将会变得更加结实,更难拆取。如果要做个拆取支撑的容易度的话,则是:刚打印完的模型>加热至40-50度的模型>常温的模型。
4、支撑挤出量与强度
最近笔者发现了,通过CURA和JGcreat两个切片软件打印出的模型,支撑强度是不一样的。CURA切片在打印支撑时,是以90%左右的挤出量在打印的,因此相对于JG的100%挤出的支撑,CURA的支撑会更脆弱,更容易拆取。遗憾的时,目前版本的JG并没有改变支撑挤出量的功能,下个版本中将会加入此功能。当前老伙计们可用CURA体验下效果。
题外话:虽然cura的支撑有着好拆的优点,但是它对于形状复杂的模型支撑判断很傻,容易出现某些模型底面缺少支撑的情况,因此需要将CURA的支撑角度设置成35-40度来增大支撑面积。
5、支撑角度与摆放角度
“换位思考”
总结来说,在设置支撑时,需要“换位思考”,不要嫌麻烦,多尝试几个角度切片,观察切片预览效果。在考虑支撑的参数设置时依靠下列逻辑顺序来判断:
①模型表面复杂程度判断,模型表面是否复杂,影响支撑产生效果,接触效果以及最后拆去支撑后的遗留状况;
②选择合作的摆放角度,不同的角度将产生不同的支撑,在选择角度时要综合考虑到模型整体稳固性、支撑面的隐藏、模型表面的影响以及支撑多寡;
③确定底面的复杂程度,但确定好摆放角度后,要观察底面是否光滑,是否存在容易打坏的细节;
④确定支撑密度和角度,根据支撑底面的情况,设置对应的密度和支撑生成角度,如较为平缓,则可设置较小的支撑密度和较大的角度,如细节多变化大,则需要增加密度,减小支撑角度。
⑤确定支撑间隙大小,最后根据模型整体的重力情况,以及支撑密度来确定间隙大小,保证底面效果的前提下,拉大间隙,减少拆取支撑的难度。
-
现有新冠病毒诊断AI模型,几乎毫无用处2021-01-24
-
通信连接能力建设是支撑物联网向垂直行业加速应用的关键2021-01-18
-
光固化3D打印机的模型精度受哪些因素的影响?2021-01-18
-
支撑3D打印软机器人的四大核心材料2021-01-13
-
无支撑金属3D打印技术如何助力实现超复杂钛合金结构?2021-01-12
-
复盘支撑特斯拉疯狂降价16万背后的6家机器人供应商2021-01-11
-
ArcFace4.0发布,模型精度大幅提升、兼容大面积遮挡识别2020-12-29
-
仙工智能(SEER),以标准化产品支撑非标应用2020-12-24
-
联想高端服务器家族支撑企业信息化建设,加快数字化转型2020-12-17
-
干货知识:3D打印机操作小技巧,告别惨不忍睹的模型2020-12-16
-
免疫系统的开路挖掘机,为清楚异常细胞提供道路支撑!2020-12-07
-
法国初创公司CTIBiotech两种生物打印全皮肤模型2020-12-01
-
《中国移动物模型标准白皮书》重磅发布 为物联网设备互动及业务快速复制奠基2020-11-30
-
如何提高光固化3d打印模型的精度?2020-11-24
-
运动也有学问,如何运动,何时运动,都需要科学来支撑!2020-11-14