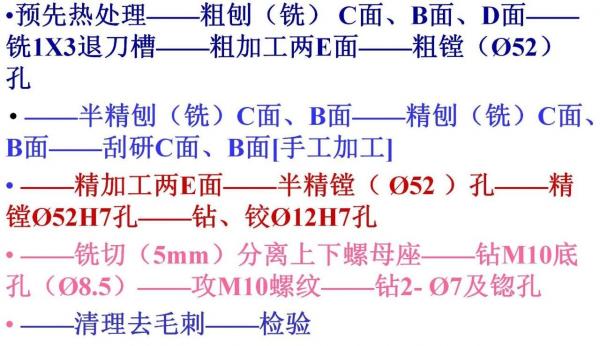
400多页PPT 主要在说这些工艺知识
400多页PPT 主要在说这些工艺知识一个加工零件的工艺规程,一般都有类似的设计思路,比如首先要分析零件的工艺性,从装配和零件图拆分其组成及零件作用,然后根据性能要求、生产排期,制
一个加工零件的工艺规程,一般都有类似的设计思路,比如首先要分析零件的工艺性,从装配和零件图拆分其组成及零件作用,然后根据性能要求、生产排期,制定零件的工艺流程及加工方法,针对一些加工工序,可能还需要设计专用夹具进行生产……下面就以对开螺母机构机构为例,看看其制定工艺制程和夹具设计的具体思路。
零件的工艺性分析
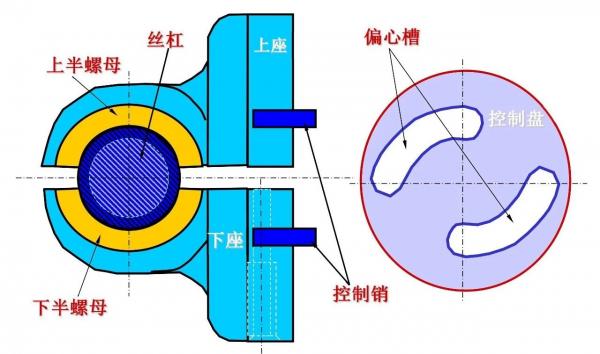
部件组成包括两半螺母、上下螺母座、拔销、双离心拨盘、转轴、手柄等,两半螺母分别镶在上下螺母座上,并由前述各零件组成对开和螺母机构。
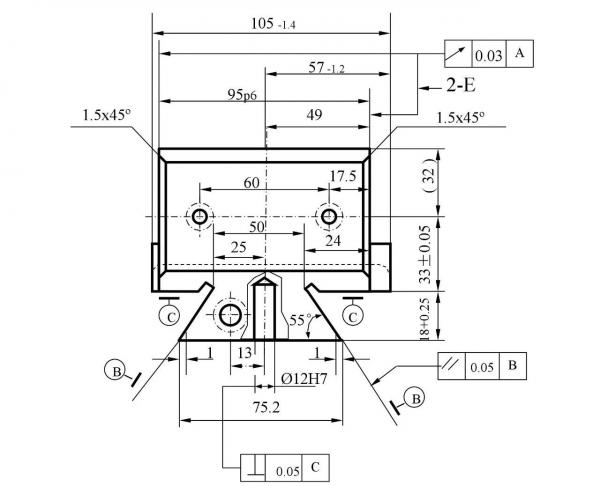
主要技术要求与分析:
Φ52H7孔轴心线对C面平行度要求;
Φ52H7孔轴心线对两B面垂直度要求;
E面对Φ52H7孔轴心线的端面跳动要求;
B1与B2面平行度要求;
Φ12H7对C面垂直度要求;
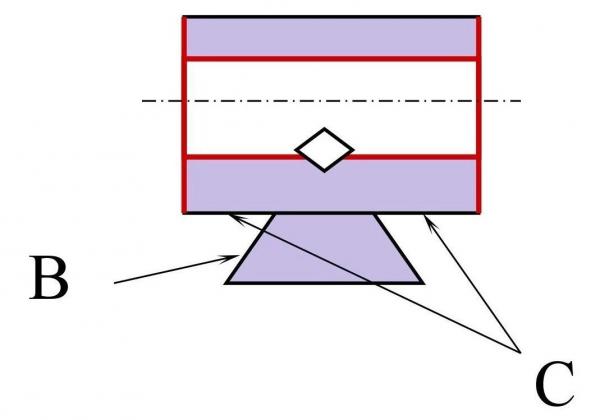
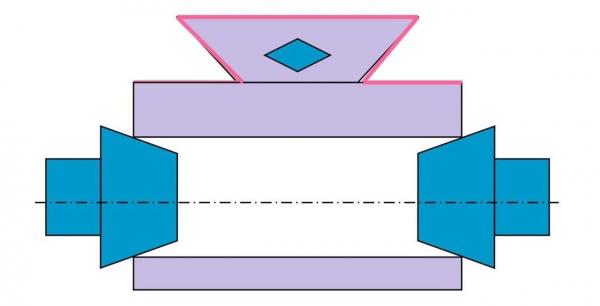
零件结构分析:
属于中型支架类,具有燕尾结构,是零件的主要设计基准之一,Φ52H7孔具有薄壁且两端面处相对燕尾有凸台……由以上分析加工是的进刀、退刀是否便利,以及是否便于装夹及减少装夹次数等。
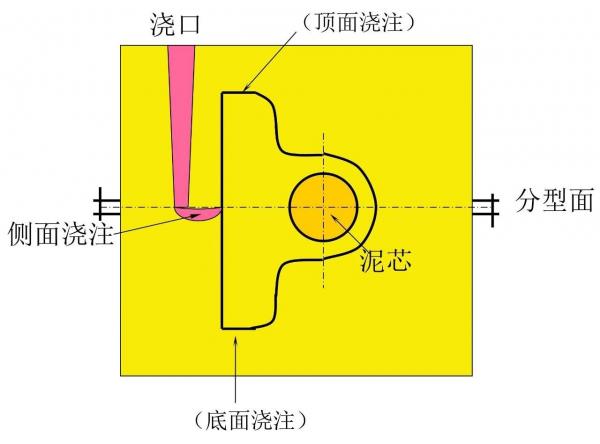
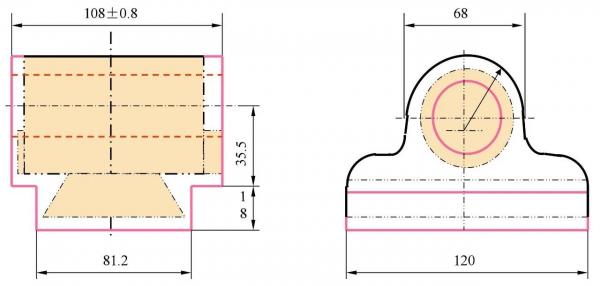
毛坯选择:
选择铸造生产,零件为铸铁HT200,精度等级为2级。
工艺规程的制定
1.加工顺序的确定有先粗后精、基准先行、先主后此、先面后孔等原则,具体需视工件而定。这里有两个预计的工艺方案:
方案1:先粗猴精、先面后孔
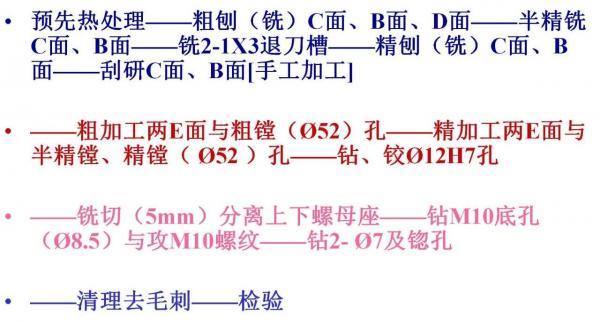
方案2:工序集中
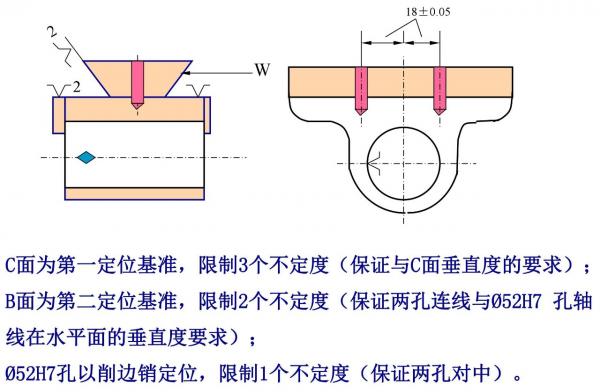
2.定位基准——粗基准的选择与分析:主要加工面有C、B面和Φ52H7孔及Φ12H7孔,按照先面后孔的原则,选择精加工过的C、B面与一侧面为定位基准,其中C面限制3个不定度,为主要定位基准面,B面限制2个不定度,为第二定位基准。
加工燕尾导轨面(C、B、D),以预铸孔Φ44为主要定位基准,这样加工C、B后以它们为精基准加工,使孔的加工余量均匀。
加工燕尾上2-Φ12H7的定位基准:
无相关信息