各种装配夹具,来看看适合你用的
各种装配夹具,来看看适合你用的装配用夹具只完成工件的定位、夹紧和点固工作,它必须保证装配出来的部件能符合图纸上和焊接工艺上所要求的形状和尺寸(包括收缩余量和反变形量)。与焊接用的夹
装配用夹具只完成工件的定位、夹紧和点固工作,它必须保证装配出来的部件能符合图纸上和焊接工艺上所要求的形状和尺寸(包括收缩余量和反变形量)。与焊接用的夹具相比,它对定位要求严格,夹紧的任务也仅仅是为了使工件与定位器能良好接触,而不要求控制焊接变形。一般不需要设计成能翻转或回转工件的结构。
一、装配管子用的夹具
建设火力发电站、炼油厂和化工厂时,有很多管子需要装配和焊接。直径在200毫米以下的管子,多为无缝钢管,其断面尺寸已标准化。要把两个直径相同的管子对接起来,主要要求两个管子在接头处同心和周边对齐。
管子属于圆柱形工件,它以圆柱外表面作定位基准。因此,最好的定位元件是ⅴ字铁。只要和各种夹紧器配合使用,即能完成装配。
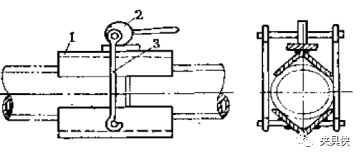
图1 偏心夹紧器
图1所示是ⅴ字铁和偏心轮结合的夹具。上下两段角钢1起定位作用,当转动偏心轮2时,就带动拉杄3使上下两根角钢夹紧管子,然后点固焊。
二、装配圆筒节用的夹具
圆筒皆是制造大型管道、锅炉汽包或公用容器的基本零件。它是山钢板放到卷板机上卷圆,然后焊接纵缝而成。若把几个圆筒节对接起来进行环缝焊接,就获得较长的圆筒体。
通常在卷板机上卷出来的圆筒节,不可避免要出现一些偏差,如图2所示。对于等厚度以下的钢板,需要在装配时使用夹具把它们克服。
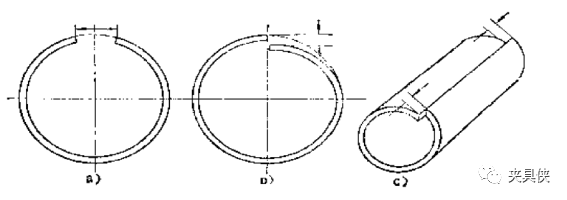
图2 圆筒节卷圆的偏差
图中a和b这两种偏差是卷弯不足或弯曲不均匀,可以使用如图3所示的螺旋-杠杆拉紧器去解决。该夹具是由杠杆1和5,拉紧螺杆4和7组成。在杠杆1和5上带有夹持圆筒节端边用的马形卡2,螺钉6是用来压紧圆筒端边。螺杆4和7是通过铰接螺母3与杠杆1和5连接。使用时,把该夹具放在筒节的端部利用弓形卡2和螺钉6把两对接边缘夹紧,当遇到图2a的情况,就旋转螺杆7,使两对接边靠拢或张开,达到调节所需要的装配间隙。当遇到图2b的情况,则旋转螺杆4即能把两对接边对齐。
遇到图2c的错边情况,可以使用图3所示的螺旋拉紧器去解决。它实际上是在拉紧器的基础上,换上两个借钩的螺杆,它们分别具有左右螺纹。使用时,把错边端部钩牢,然后转动中间的螺母即能把筒节的端部拉平。
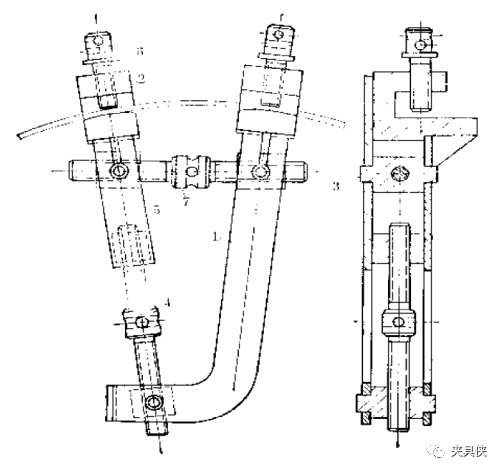
图3 螺旋杠杆拉紧器
首页 下一页 上一页 尾页-
汽车零部件的液压自动夹具设计2020-05-14
-
非标装配及检测设备研发商“高品自动化”完成亿元级A轮融资2020-05-09
-
如何设计异形工件专用夹具?2020-05-05
-
曲轴连杆颈车削和液压自动夹具技术2020-05-01
-
工信部:7月1日起国内汽车必须增加ETC选装配置2020-04-09
-
数十年的老工程师浅谈小型工装夹具设计加工的现场经验2020-03-14
-
多次优化后的「三通管夹具方案」2020-03-14
-
薄壁壳体工艺难点解决——四工位翻转夹具2020-03-09
-
加工与装配同步,还能快换的结构2020-03-09
-
装配线上的随行夹具与柔性化思路2020-02-19
-
机床、夹具都配置后,该好好考虑刀具的连接了2020-02-03
-
齿轮精度还是不够高?试试这几种夹具!2020-01-26
-
优傲优化福特汽车装配线生产效率,小手臂大提升2019-11-22
-
自动化思路的应用:从曲轴液压夹具到整体产线都可行2019-10-23
-
设计实例来了!真空夹具、液压夹具现场案例教学2019-08-20