
国家发展改革委等部门关于印发《电解铝行业节能降碳专项行动计划》的
首页 > 88betway88
案例 | 国内建设标准最高的化工区危废污泥干化焚烧工程
来源:
网
时间:2018-09-12 09:01:15
热度:
案例 | 国内建设标准最高的化工区危废污泥干化焚烧工程水处理网讯:国内某化工区危废污泥干化焚烧项目为国内建设标准最高的化工区危废污泥干化焚烧工程,采用卧式薄层两段式干化工艺、回转窑
水处理网讯:国内某化工区危废污泥干化焚烧项目为国内建设标准最高的化工区危废污泥干化焚烧工程,采用卧式薄层两段式干化工艺、回转窑二燃室焚烧工艺将含水率80%的危废脱水污泥进行彻底减量化处置。焚烧烟气在余热锅炉产生的饱和蒸汽用于危废脱水污泥的干化,烟气处理采用两级脱酸、两级脱硝、活性炭吸附、布袋除尘、烟气再热的工艺,确保烟气排放指标达到欧盟2000标准。
01工程背景
某化工区危废污泥干化焚烧工程主要对该化工区工业废水处理厂产出的大量含有高致病菌、重金属和各种有害物质的危废污泥进行彻底减量化、无害化和资源化处理处置,该工程主要服务于化工区工业废水处理厂,工业废水处理厂含水率80%左右的危废脱水污泥,送入该工程进行干化焚烧处理。污泥焚烧产生的烟气经处理达标后排入大气,工程建设规模60t危废脱水污泥/d(含水率80%,下同)。
该工程主要设置湿污泥接收系统、污泥干化系统、污泥焚烧系统、余热利用系统和烟气净化系统。
02工艺设计流程
该化工区工业废水处理厂产生的含水率80%的危废脱水污泥通过全密闭汽车转驳的形式运送至湿污泥接收仓,通过湿污泥接收仓底部污泥螺杆泵将危废脱水污泥输送至薄层干化机,薄层干化机干化后的污泥通过污泥冷却器降温至40℃以下后,通过干化污泥输送系统输送到回转窑和二燃室进行焚烧温度≥1100℃的焚烧处置,污泥焚烧产生烟气经过烟气净化系统处理达标后排放大气。工程工艺流程图详见图1。
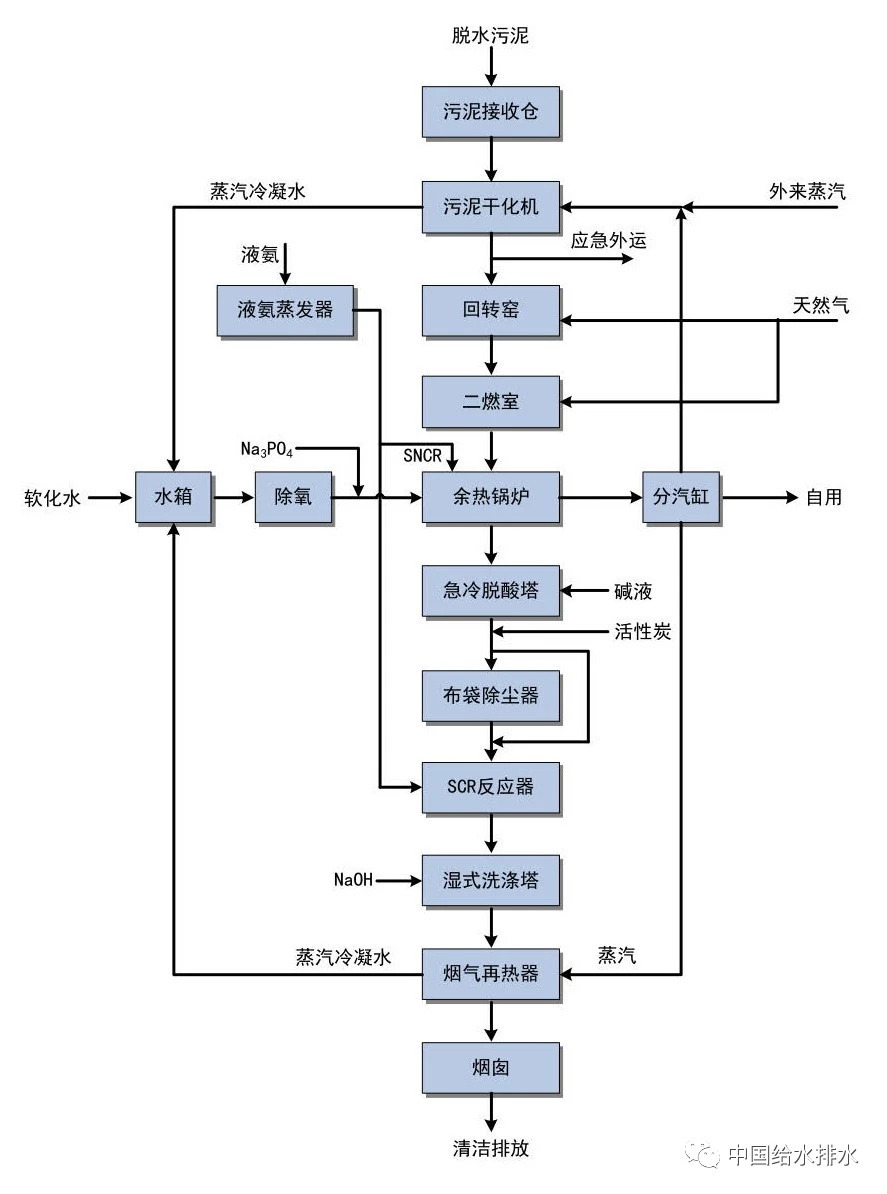
图1总体工艺流程图
03各工艺系统设计思路
3.1湿污泥接收系统
含水率80%的危废污泥通过全密闭污泥运输车运至本工程,经过汽车衡称重计量后,污泥运输车进入湿污泥接收间。污泥运输车将危废污泥倒入有效容积30m3的湿污泥接收仓。
3.2污泥干化系统
污泥干化系统处理量为2500kg/h(以含水率80%计),出泥含水率35%。污泥干化机的额定蒸发量为1731kg/h,干化机的蒸发面积为50m2,干化热源为余热锅炉产生的1.0MPa,180℃饱和蒸汽。为减小含水率80%的危废污泥储存量,确保危废污泥始终可以干化减量化后处置或储存,污泥干化机共设置2台,一用一备。
干化系统工艺流程图详见图2。
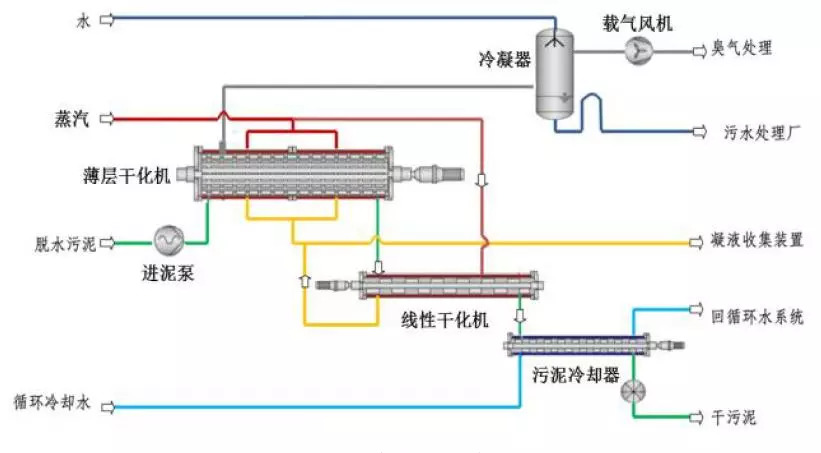
图2干化系统工艺流程图
3.3污泥焚烧系统
本工程危废污泥焚烧系统采用回转窑+二燃室焚烧系统,污泥焚烧系统额定处理量为18.46t/d(以含水率35%计)。
污泥干化系统出口含水率35%的干化污泥通过输送设备输送至回转窑进料单元,回转窑采用顺流式布置方案。污泥和助燃空气自回转窑筒体的头部进入,随着回转窑筒体的转动缓慢地向尾部移动,完成干化、燃烧、燃烬的全过程,焚烧后的炉渣由窑尾排出,落入出渣机内,炉渣经冷却降温后由出渣机带出。焚烧产生的烟气由窑体尾部进入二燃室,二燃室为立式钢制圆筒,设计温度至少为1100℃,最高耐温可达1300℃。二燃室的容积设计将确保烟气在此的停留时间不小于2秒,并保证其完全燃烧。回转窑和二燃室采用天然气作为助燃燃料,并设置一次风机和二次风机,一次助燃空气约占总风量的60%,二次助燃空气约占总风量的40%。
3.4余热利用系统
本工程余热利用系统主要利用烟气中的余热产生蒸汽,用于污泥干化热源、除氧器热源、烟气再热器热源等。
3.5烟气处理系统
本工程烟气处理系统接自余热锅炉,本烟气净化处理系统采用余热锅炉脱氮(SNCR)+烟气急冷脱酸+活性炭吸附+布袋除尘+SCR反应脱硝+湿法脱酸+烟气再热的烟气净化处理工艺。
04工程实际运行效果
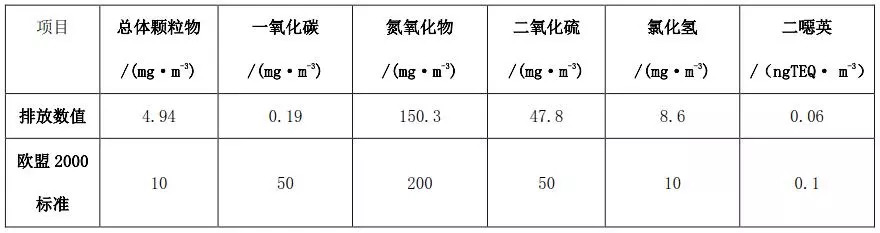
目前本工程已经通过性能考核测试,进入为期1年的委托运行期。性能考核期间,危废污泥平均进泥含水率约78%,平均危废污泥处理量为57.26t/d(折合绝干值为12.6tDS/d,高于设计值12tDS/d)。该工程性能考核期间主要烟气排放指标与设计烟气排放标准欧盟2000对比详见表1。
表1该工程烟气排放指标与欧盟2000排放标准对比
本工程实际运行所处理的危废污泥绝干基低位热值约1400kcal/kg,远低于设计值2680kcal/kg,致使天然气耗量和外接蒸汽耗量增加。由于本工程电耗、NaOH耗量、液氨耗量、活性炭耗量等均低于设计值,估工程实际运行成本仅仅略高于设计值。
05本工程工艺系统主要特点
1)是国内建设标准最高的化工区危废污泥干化焚烧工程
2)是国内首个由设计院完成的化工区危废污泥干化焚烧EPC工程
3)最大限度实现了污泥处理处置减量化、无害化、稳定化和资源化


-
垃圾焚烧发电项目主要环境问题及应对措施2018-09-12
-
垃圾焚烧发电厂主蒸汽管道管径选择2018-09-12
-
湖南新化县生活垃圾焚烧发电PPP项目资格预审公告2018-09-11
-
丹麦打造全球最豪华垃圾焚烧发电厂!耗资6.4亿美元 屋顶功能超强大!2018-09-11
-
光大国际中标山东微山县生活垃圾焚烧发电项目(附中标公告)2018-09-07
-
污泥热水解+厌氧消化技术将占据污泥处理工程“C”位?2018-09-07
-
盘点|致力于研究垃圾渗滤液处理的垃圾焚烧上市公司和排水央企有哪些?2018-09-06
-
三门峡市城乡环卫一体化及生活垃圾焚烧发电PPP项目资格预审公告2018-09-06
-
云南镇雄县生活垃圾焚烧发电特许经营项目招标公告2018-09-06
-
河南滑县农村生活垃圾清运与静脉产业园垃圾焚烧发电一体化PPP项目资格预审公告2018-09-06
-
“十三五”生活垃圾无害化投资1924亿元 垃圾焚烧发电成主流【图】2018-09-06
-
39元/吨 合肥市龙泉山垃圾焚烧发电PPP项目单一来源谈判报价2018-09-05
-
菏泽市生活垃圾焚烧发电项目规划设计方案进行批前公示2018-09-05
-
生活垃圾焚烧厂周边环境二噁英监测信息公开状况2018-09-04
-
危险废物焚烧飞灰玻璃化产物危险特性2018-09-04