
国家发展改革委等部门关于印发《电解铝行业节能降碳专项行动计划》的
首页 > 88betway88
《国家先进污染防治技术目录(固体废物处理处置领域)》(2017年)典型应用案例
来源:
网
时间:2018-02-15 07:58:33
热度:
《国家先进污染防治技术目录(固体废物处理处置领域)》(2017年)典型应用案例日前,中国环保产业协会印发国家先进污染防治技术目录(固体废物处理处置领域)》(2017年)典型应用案例
日前,中国环保产业协会印发国家先进污染防治技术目录(固体废物处理处置领域)》(2017年)典型应用案例。
《国家先进污染防治技术目录(固体废物处理处置领域)》(2017年)
典型应用案例
中国环境保护产业协会
2018年1月
1.大型多级液压往复翻动式炉排生活垃圾焚烧技术
工艺路线及参数
垃圾经推料器到达炉排干燥段,通过滑动炉排和翻动炉排翻动垃圾实现垃圾干燥、燃烧分解、燃烬,达到充分燃烧。烟气经上部炉膛在850℃以上停留2s以上后采用“SNCR炉内脱硝+半干法脱酸+干粉喷射+活性炭吸附+袋除尘”工艺净化达标排放,渗滤液处理达标后回用或排放,炉渣综合利用。垃圾热值4180kJ/kg~9200kJ/kg,设计垃圾热值7536kJ/kg;设计年累计运行时间大于8000h;炉排热负荷(MCR)515kW/m2;炉排机械负荷(MCR)251kg/m2;炉排更换率每年不大于5%。
主要技术指标
单台焚烧炉处理能力750t/d,焚烧炉渣热灼减率<3%。
技术特点
设多列给料小车,保证垃圾布料的均匀性;采用翻动加滑动炉排,可实现垃圾料层良好的透气性;采用多台一次风机,可实现不同燃烧段的一次风单独调节;上部炉膛和二次风口布置采用优化设计,有利于实现挥发性气体的充分燃烧分解。
案例名称
苏州吴江光大环保能源有限公司60万t/年生活垃圾焚烧处理工程
业主单位
苏州吴江光大环保能源有限公司
工程地址
苏州市吴江区太湖新城汤华村(苏同黎公路西侧)
工程规模
年处理生活垃圾60余万t
项目投运时间
2016年9月8日
验收情况
项目自2016年9月8日投产以来运行良好,2017年9月光大环保(中国)有限公司委托西安热工研究院对本项目750t/d垃圾焚烧炉排炉进行了性能测试。测试结果表明:焚烧炉排炉设计机械负荷750t/d,超负荷工况垃圾处理量为850.32t/d,达到设计值(750t/d)的113.4%。额定机械负荷工况下主蒸汽流量为76.95t/h,由于垃圾热值高于设计值,在超负荷运行时,过热蒸汽流量达到了87.28t/h,达到设计值(73t/h)的119.6%。额定机械负荷下,炉渣热灼减率在1.92%,其他负荷下的长期统计结果在1.8%~2.1%,均小于3%。在额定负荷下,焚烧炉850℃以上烟气停留时间为3.9s,超负荷下850℃以上烟气停留时间为3.65s,均满足850℃以上停留时间大于2s。在额定机械负荷下,焚烧炉-余热锅炉热效率为80.594%,对应垃圾热值为7.986MJ/kg(1908Cal/kg),在超负荷下焚烧炉-余热锅炉热效率为80.139%,对应垃圾热值为7.945MJ/kg(1898Cal/kg),均达到设计要求。每吨垃圾产生0.2474t的炉渣和0.0433t的飞灰,综合厂用电率为12.95%,吨垃圾耗电量(综合厂用电)为73.27kWh/t,吨垃圾发电量565.77kWh/t,吨垃圾除盐水耗量为0.07t。焚烧炉燃烧污染物排放执行欧盟2010排放标准,在额定机械负荷、超机械负荷下烟囱污染物排放浓度均优于设计排放标准,全厂尿素吨垃圾耗量为2.756kg/t,石灰吨垃圾耗量为12.65kg/t,活性炭吨垃圾耗量为0.55kg/t。
工艺流程
垃圾经推料器到达炉排干燥段,通过滑动炉排和翻动炉排翻动垃圾实现垃圾干燥、燃烧分解、燃烬,达到充分燃烧。烟气经上部炉膛在850℃以上停留2s以上后采用“SNCR炉内脱硝+半干法脱酸+干粉喷射+活性炭吸附+袋除尘”工艺净化达标排放,渗滤液处理达标后回用或排放,炉渣综合利用。
污染防治效果和达标情况
焚烧烟气治理达标排放,渗滤液处理达标后回用或排放,炉渣综合利用。
二次污染治理情况
污水经管网到市政污水处理厂处理,通过增加玻璃厚度以及调整运行方式降低噪音,垃圾渗滤液处理达标后回用或排放,炉渣外卖制砖,飞灰螯合处理后送至填埋场填埋。
主要工艺运行和控制参数
主汽温度385-400℃,主汽压力3.75-3.95MPa,锅炉蒸发量<80t/h,焚烧残渣热灼减率<3%,烟气在炉膛温度850℃停留时间>2s,进炉垃圾低位热值4500-8000kJ/kg;烟气控制指标:HCl10mg/Nm3,SO250mg/Nm3,NOx200mg/Nm3,CO100mg/Nm3,TSP10mg/Nm3。
关键设备及设备参数
750t垃圾焚烧炉排炉,单台日均处理垃圾750t,配备余热锅炉一套,余热锅炉蒸发量73t/h。
投资费用
工程总投资88900万元,其中工程基础设施建设费用20750万元,设备投资费用24200万元。
运行费用
举例说明:2017年3月运行成本752.39万元,明细如下:物耗费164.57万元,能耗费2.42万元,人员工资80.65万元,设备折旧195.87万元,维修费29.05万元,其他费用279.83万元。
能源、资源节约和综合利用情况
按年处理生活垃圾60万t计算:1、每年垃圾焚烧减量约120万m3,按目前填埋场实际情况,每年可大约节约土地300亩,这样不仅可以使资源得到有效利用,还可最大程度上降低对土地的占用;2、每年可产生12万t左右的炉渣,这部分炉渣被用于制砖等,从而可大幅减少制砖单位对土壤的用量,每年可减少土壤用量约10万t;3、每年产生渗滤液6万t,产生浓水2万t,这部分水用作石灰制浆用,另外产生约3万t清水再回到冷却塔继续使用,可以在最大程度上减少对原水的消耗,每年原水的消耗量仅100万m3左右。4、在一系列处理工艺过程中可产生130万m3的沼气再回到锅炉燃烧利用。
申报单位:苏州吴江光大环保能源有限公司
联系人:赵宁锋
联系电话:13338683399
传真:0512-63030858
电子邮箱:Lvw@ebchinailtl.com.cn
2.生活垃圾机械生物预处理和水泥窑协同处置技术
工艺路线及参数
路线一:原生垃圾破碎后进入储坑进行静态好氧发酵,然后送入挤压脱水机脱水,脱水垃圾打散后进入储坑短期储存,最后经带式计量给料机及管状带式输送机送入热盘炉焚烧,焚烧产生的烟气和细颗粒物进入分解炉高温分解,焚烧炉渣进入回转窑煅烧成水泥熟料。除尘后的窑尾废气和脱氯后的旁路放风烟气从烟囱达标排放,臭气、渗滤液处理达标排放,渗滤液处理产生的浓缩液和污泥送入窑内焚烧。
路线二:原生垃圾破碎后进入垃圾缓冲池进行生物干化,然后二次破碎送入两级风选系统,风选后重物料进入惰性物料仓,轻物料进入60mm滚筒筛,筛上物送入破碎机循环破碎,筛下物进入垃圾衍生燃料(RDF)储仓。RDF经水泥窑头烟气烘干后送至分解炉燃烧。烘干产生的湿热气送入蓖式冷却机,然后以二次风和三次风的形式送入回转窑和分解炉。惰性物料送入水泥窑作为生料进行煅烧,臭气、渗滤液处理达标排放。垃圾生物干化时间15d~20d,干化后垃圾含水率10%~30%;一次破碎粒径250mm,二次破碎粒径75mm;RDF热值2100kcal/kg~3500kcal/kg。
主要技术指标
单条线垃圾总处理规模300t/d,热盘炉单台处理能力300t/d。水泥熟料性能满足《硅酸盐水泥熟料》(GB/T21372)要求。
技术特点
路线一:利用热盘炉作为焚烧设备,炉内温度高,燃烧充分;采用破碎+好氧生物发酵+机械挤压脱水预处理工艺,降低了入炉垃圾水分,提高了垃圾热值。
路线二:对于高含水、复杂形态、大尺寸的RDF处置技术优势突出,节煤效果突出;处置系统稳定,对水泥产品质量影响小。
案例一
案例名称
广西华润红水河水泥有限公司利用水泥窑协同处置300t/d城乡生活垃圾项目
业主单位
广西华润红水河水泥有限公司
工程地址
广西华润红水河水泥有限公司3200t/d新型干法水泥生产线石灰石预均化库以西,距南宁市城区89km,距宾阳县城40km。
工程规模
项目占地面积18467m2,日处理生活垃圾300t。
项目投运时间
2015年12月8日投入运行
验收情况
项目由广西华润红水河水泥有限公司于2016年8月30号验收通过,各项技术指标均达到设计要求。
工艺流程
1.机械生物法预处理工艺流程
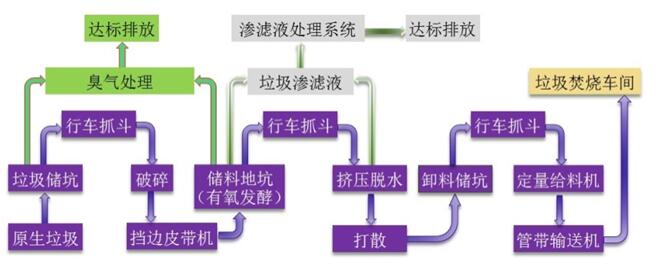
由垃圾车运送至预处理车间的原生态垃圾首先卸至垃圾储坑,再由行车抓斗运至破碎机上方的下料斗,经破碎后通过斜槽溜入储坑,经有氧发酵后再由行车抓斗送至脱水机进行挤压脱水,脱水之后的垃圾经打散后落入储坑进行短期储存,再由行车抓斗送至成品喂料仓,经带式调速计量给料机以及管状带式输送机输送至垃圾焚烧车间热盘炉内进行焚烧处理。
2.水泥窑协同处置(热盘炉)工艺流程
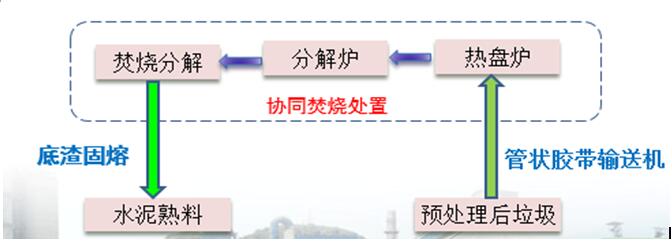
预处理车间的成品垃圾经过管状胶带输送机、三道锁风阀喂入热盘炉系统,汇集高温三次风及部分热生料,在炉膛内进行充分燃烧。热盘炉产生的高温气体、废料燃烧后的灰分、生料和小颗粒的烧结渣等均进入分解炉,少量的较大颗粒烧结渣则由窑尾上升烟道中落下进入回转窑内,再经过回转窑系统煅烧成水泥熟料,重金属有害元素被固溶在熟料里,燃烧后的烟气(含有未燃尽的有机成分等)被送入分解炉,经过分解炉继续对有机成分进行分解或裂解,达到有毒有机物彻底分解,窑尾废气经过收尘系统净化从烟囱排出。
污染防治效果和达标情况
协同处理生活垃圾并生产水泥,水泥熟料性能满足《硅酸盐水泥熟料》(GB/T21372)要求。
二次污染治理情况
1.臭气设置除臭系统,排放满足《恶臭污染物排放标准》(GB14554-93)中厂界一级标准值;对于热盘炉焚烧产生的烟气,由于此部分烟气再次经过分解炉,有机成分会被焚毁,由于水泥工业天然的碱性环境,其他酸性气体(SO2、HCl等)也会被吸收,对窑尾烟气的排放没有影响。对于旁路放风系统抽出的烟气,经过除氯处理后,送往窑尾大烟囱达标排放。2.渗滤液通过UASB+MBR+纳滤+反渗透的处理工艺,日产日清,出水水质执行《生活垃圾填埋场污染控制标准》(GB16889-2008)中表2限值。水处理达标后进行回用,浓缩液及污泥入窑焚烧,没有外排。3.所有灰渣资源化利用,产品达到《水泥窑协同处置固体废弃物污染控制标准》(GB30485-2013)要求。
主要工艺运行和控制参数
生活垃圾处理规模300t/d,破碎机处理能力50t/h,脱水机处理能力0.8~1.0m3/min,计量输送机能力0~30t/h,热盘炉能力300t/d。
关键设备及设备参数
关键设备和参数:1.破碎机:50t/h,产出90%粒度小于200mm,功率:250kW;2.行车及抓斗:起重量13t,容积:8m3,功率:190kW/台;3.脱水机:0.8~1m3/min,功率:45kW;4.定量给料机:0~30t/h,功率5.5kW;5.管状皮带:0~30t/h,功率75kW;6.热盘炉:300t/d,直径6300mm;7.收尘器风量17800m3/h;8.风机:风量20000m3/h,风压4000Pa,功率75kW;9.冷却风机:风量8000m3/h,功率5.5kW;10.除臭系统:18万m3/h;11.水处理系统113t/d。
投资费用
土建工程费用3170万元,安装工程费用1126万元,机电设备费用5720万元,其它建设费用1228万元,项目总投资11244万元。
运行费用
日常运行费用37.7元/t垃圾,折旧与摊销86.7元/t垃圾。
能源、资源节约和综合利用情况
节约煤耗0.112t标煤/t垃圾,余热发电增加42.34kWh/t垃圾,节约原材料1.2万t/年。
申报单位:华润环保工程(宾阳)有限公司
联系人:姜艳
联系电话:15296820699
传真:0771-8212290
电子邮箱:jiangyan3@crcement.com
案例二
案例名称
武汉市生活垃圾预处理及水泥窑资源综合利用一体化项目
业主单位
华新环境工程有限公司
工程地址
预处理厂位于武汉市阳逻区陈家冲垃圾填埋场污水处理站东侧,综合利用厂位于黄石市阳新县韦源口镇华新水泥(阳新)有限公司厂区内。
工程规模
日处理城市生活垃圾1000t(分两期建设,每期500t/d)
项目投运时间
一期生产线于2013年11月投运;二期生产线于2016年9月投运;阳新水泥窑协同处置工程于2014年10月投运。
验收情况
工程已通过验收。工程验收组织单位为湖北省环境保护厅,验收时间:2016年9月5日,验收结论为工程环境保护手续齐全,基本落实了环评及其批复中提出的各项环保措施和要求,主要污染物达标排放,并满足总量控制指标要求,工程竣工环境保护验收合格。
工艺流程
密封垃圾专用车经过磅后进入垃圾预处理厂至垃圾接收池前自卸完垃圾,垃圾接收池内的垃圾经电动双梁抓斗桥式起重机抓入破碎机料斗,用专用破碎机对生活垃圾进行第一次破碎,出料尺寸小于250mm。经粗碎后的生活垃圾由皮带运输机送入垃圾缓冲池,在缓冲池内的垃圾经电动双梁抓斗桥式起重机抓起送入垃圾生物干化区脱去约20-30%水分。在生物干化区脱水后的干化垃圾,再由电动双梁抓斗桥式起重机抓起放入装料箱将垃圾卸在水平皮带运输机上;水平皮带运输机将垃圾卸在一条倾斜式皮带运输机上,垃圾中大颗粒无机材料将直接滚落至皮带机尾,进入粗颗粒惰性材料储存区,其他垃圾进入二次破碎机;二次破碎机将干化后垃圾破碎后通过一次风选、二次风选,风选后重物料作为惰性材料收集,轻质材料经过二次风选后落在皮带输送机上进入滚筒筛,滚筒筛筛分粒径为60mm,筛上物大于60mm,回送至二次破碎机继续破碎,循环进行破碎、风选处理流程。筛下物小于60mm粒径作为RDF二次衍生燃料,进入RDF储库。工艺在全封闭建筑物内进行(维持微负压操作)。在生物干化区和垃圾接收池所产生的垃圾渗滤液,送入污水处理系统处理。预处理厂出来的垃圾二次燃料、惰性材料由密封汽车运至华新阳新厂区的水泥窑生产线作为原燃料处理。二次燃料用窑头余热烟气烘干,烘干过程中产生的臭气和水蒸气进入篦式冷却机的热回收区,再以二次风和三次风的形式经回转窑和分解炉完全燃烧。烘干后的垃圾二次燃料由密闭皮带走廊提升进入窑尾的分解炉后在回转窑内焚烧;其他分拣出来的惰性材料等送入生料磨作为熟料原料。
污染防治效果和达标情况
协同处理生活垃圾并生产水泥,水泥熟料性能满足《硅酸盐水泥熟料》(GB/T21372)要求。
二次污染治理情况
(1)有组织废气:阳逻预处理厂生物干化及接收池产生的恶臭气体及重力分选工序和滚筒筛筛选工序产生的粉尘。恶臭气体含氨、硫化氢,废气收集后经洗涤塔+生物滤池处理,处理后废气经2个40m高的玻璃钢排气筒外排。预处理厂粉尘经布袋除尘后,废气循环利用至生物干化区,最终经恶臭处理系统后外排。阳新综合利用厂垃圾焚烧后所产生窑尾废气、生料磨车间废气和烘干废气。窑尾废气主要污染因子有烟尘、SO2、NOx、HCl、Hg、Cd、Pb、二噁英,废气利用原有的布袋除尘器处理,处理后的废气通过80m高的窑尾烟囱外排;生料磨车间废气主要污染物为粉尘,利用原有的布袋除尘器处理,处理后的废气通过15m高的排气筒排放。烘干过程中产生的臭气和水蒸气进入篦式冷却机的热回收区,再以二次风和三次风的形式经回转窑和分解炉完全燃烧。(2)废水:阳逻预处理厂车间消毒用水、生活污水、垃圾渗滤液及臭气塔产生的废水。主要污染物为COD、BOD5、SS、氨氮、As、Cd、Hg、Pb。其中一期污水处理工艺为“预处理+厌氧系统+一级反硝化池/硝化池+二级反硝化池/硝化池+超滤+膜深度处理”,二期污水处理工艺为“气浮+预处理+厌氧UASB+外置MBR系统(一级反硝化池/硝化池+二级反硝化池/硝化池+外置MBR膜)+高级氧化”;一期废水处理能力70m3/d,二期废水处理能力200m3/d,废水处理能力共为270m3/d。废水经污水处理站处理后,经污水管道至南侧金阳大道与平江大道交汇处的市政污水管网,进入武汉阳逻污水处理厂进行处理。
达标情况:(1)窑尾废气排放满足《水泥工业大气污染物排放标准》(GB4915-2014)及《水泥窑协同处置固体废物污染控制标准》(GB30485-2013)相关规定。(2)恶臭排放执行《恶臭污染物排放标准》(GB14554-93)表1中二级(新扩改建)标准限值要求。一期、二期项目产生的渗滤液、除臭系统废水、洗车废水、化验室废水及生活污水,经污水处理设施处理达到《污水综合排放标准》(GB8978-1996)表1第一类污染物排放标准及表4中三级排放标准后经自建污水管道排入阳逻污水处理厂进一步处理。(3)车间消毒用水、生活污水、垃圾渗滤液及除臭系统产生的废水经厂内污水处理站处理后满足《污水综合排放标准》(GB8978-1996)表1第一类污染物排放标准及表4中三级排放标准。(4)阳逻厂区厂界噪声满足《工业企业厂界环境噪声排放标准》(GB12348-2008)2类标准;阳新厂区厂界噪声满足《工业企业厂界环境噪声排放标准》(GB12348-2008)3类标准。
主要工艺运行和控制参数
一次破碎出料尺寸小于250mm,二次破碎出料尺寸小于75mm;生物干化时间15~20天;生物干化将垃圾水分降至10~30%;经过一系列破碎、分选,有效提取生活垃圾中的可燃物质(RDF),其湿基低位热值达到2100~3500kcal/kg。
关键设备及设备参数
电动双梁抓斗式桥式起重机:多瓣抓斗,8m3;电动双梁抓斗式桥式起重机:双瓣板抓斗,8m3;破碎机料斗10m3;M&J4000破碎机:双轴9刀;液压式推动卸料箱:6×10m;二次燃料储存库:15×36m。
投资费用
总投资15000万元,其中建设投资14600万元,包括建筑工程投资6050万元,设备投资6520万元,安装费800万元,其他费用1230万元,建设期贷款利息254万元,铺底流动资金146万元。
运行费用
动力成本21.09元/t垃圾,人工成本21.25元/t垃圾,维护成本27.27元/t垃圾,折旧30.06元/t垃圾,其他13.36元/t垃圾,生产成本合计113.03元/t垃圾;RDF运输成本65.23元/t垃圾,全成本178.26元/t垃圾。
能源、资源节约和综合利用情况
水泥企业利用本技术大量使用替代原燃料,减少了原煤消耗,减少了水泥生产NOx和温室气体排放,降低了生产运行成本,提高了水泥企业竞争力,为推动我国水泥工业的转型升级发展提供了很好的示范引领。本项目投运至今,已累计处理城市生活垃圾58.9万t,销售垃圾衍生燃料RDF27.01万t,日处理生活垃圾量占武汉市日生活垃圾总量的10%左右。按每吨生活垃圾可分选出46%的RDF,RDF的热值在2100~3500kcal/t计算,每吨RDF可替代约0.3t标煤作为水泥窑燃料,可年节约8万多t标煤。以处置1亿t生活垃圾估算,本技术较焚烧发电技术可减排2500万tCO2、52万tNOX、6万tSO2、减少灰渣2000余万t;较填埋技术可减排1.07亿tCO2、减少土地资源占用54万亩。
申报单位:华新水泥股份有限公司
联系人:韩前卫
联系电话:13872100057
传真:027-87773999
电子邮箱:hqw@huaxincem.com
3.餐厨垃圾高效单相厌氧资源化处理技术
工艺路线及参数
将餐厨垃圾经自动分选出的有机物浆化后进行加热和搅拌,分离回收废油脂并去除砂砾和浮渣等惰性物,剩余的混合物厌氧消化产沼。产生的沼气经收集、净化、储存可进入沼气锅炉或沼气发电系统,产生的沼液进入后续污水处理系统。
主要技术指标
每吨餐厨垃圾产沼气达70m3,沼气中CH4含量>60%,油脂提取率达90%。
技术特点
大物质分选采用正反转自感应识别控制技术,解决了粗大物堵卡和纤维缠绕等问题;采用外部强制循环、内部同心相错封闭环形布水的厌氧反应器,消除了传统厌氧反应器物料短路的缺陷。
案例名称
常州市餐厨废弃物综合处置一期工程项目
业主单位
常州市城市管理局
工程地址
常州市武进区雪堰镇浒庄村黄土沟28号
工程规模
处理餐厨垃圾200t/天,地沟油20t/天
项目投运时间
2015年12月
验收情况
组织验收单位:常州市环境保护局,验收时间:2016年11月,验收结论:该项目在实施过程中基本落实了环境影响评价文件及批复要求,配套建设了相应的环境保护设施,落实了相应的环境保护措施,经验收合格,同意项目正式投运。
工艺流程
主流程:餐厨垃圾及地沟油预处理、厌氧发酵及脱水、沼气净化及利用、生物柴油生产等。子系统:餐厨垃圾预处理工艺;地沟油预处理工艺;厌氧发酵及脱水工艺;沼气净化及利用工艺;生物柴油制备工艺;项目沼气热电联产工艺;项目配套软水制备工艺。
污染防治效果和达标情况
餐厨垃圾进料前的动植物油脂含量为3%左右,应用油脂提纯技术,经过提油系统回收、提纯大部分油脂,提取率大于90%。餐厨垃圾进料前的总固体(TS)含量为17%左右,经过预处理单元去除无机物并回收油脂后,有机废液进入厌氧消化单元转化为沼气,排出的沼渣含水率<65%,沼液TS8-10%。
二次污染治理情况
1.有组织废气
1)恶臭气体
对餐厨垃圾预处理过程中产生恶臭污染物较重的臭源进行局部区域隔离、负压收集避免臭气外溢,集气罩的废气捕集率约95%,捕集后的臭气送入除臭装置处理后去除率达90%,由15m排气筒排放。达到《恶臭污染物排放标准》表2二级标准(氨气1.5mg/Nm3,硫化氢0.06mg/Nm3,臭气浓度2000mg/Nm3(无量纲))。
2)沼气燃烧废气
沼气脱硫净化后,硫化氢含量≤20mg/m3,蒸汽锅炉采用自产的沼气为燃料,燃烧后主要污染物为SO2、NOx、烟尘,净化后的沼气为清洁能源,燃烧的废气可直接经排气筒达标排放,达到《锅炉大气污染物排放标准》Ⅱ时段排放标准(SO2100mg/m3,NOx400mg/m3,烟尘50mg/m3)。
2.生产废水
生产废水主要包括垃圾浆液经厌氧发酵罐发酵后产生的沼液、沼气湿式净化塔定期排水、生物滤池定期排水、车辆及车间清洗水。沼液的主要污染物为COD、SS、NH3-N、TP、TN、动植物油、硫化物、LAS;净化塔的主要超标指标为pH值、COD、硫化物;生物滤池的主要污染物为COD、SS、NH3-N;清洗水的主要污染物为COD、SS、动植物油、LAS。
生产废水统一排入常州市生活废弃物处理中心渗滤液污水站进行处理,尾水达标排入黄土沟河,COD、SS、NH3-N、TP、TN、动植物油、硫化物、LAS指标达到《生活垃圾填埋场污染控制标准》(16889-2008)表3排放标准。
3.噪声
噪声源主要是生产过程中设备等机械噪声以及物料输送的各类机泵噪声。通过减振、隔声、消声,厂界噪声达到GB12348-2008中2类限定标准(昼间60dB(A),夜间50dB(A))。
4.固废
餐厨废物、厌氧沼渣、沼气脱硫渣均送至常州市生活废弃物处理中心生活垃圾填埋场填埋处置。
主要工艺运行和控制参数
自动分选设备处理量10t/h;浆料加热设备处理量6~10t/h,浆料加热装置加热温度65~70℃;惰性物分离设备处理量25m3/h;油脂提纯设备处理量8~12m3/h,三相提油进料温度65~70℃;厌氧消化进料COD150000mg/L,进料含固率8%~12%,反应温度35℃,水力停留时间30d;沼气净化与利用设备处理量800m3/h,硫化氢含量1000~3000ppm,温度30~38℃,相对湿度100%,沼气量16522Nm3/d,用于沼气锅炉用气量5368Nm3/d,输送至沼气发电用气量11154Nm3/d;沼渣及污泥脱水设备处理量5m3/h,脱水污泥总量5.25t/d(含水率≤80%)。
关键设备及设备参数
自动分选机Q=10t/h,Pn=38.5kW;浆料加热装置Q=7~11t/h,Pn=7.5kW,变频;固液分离机Q=11t/h,Pn=11kW,变频;浆液缓存罐Vn=25m3,Pn=5.5kW,碳钢防腐;惰性物分离装置Q=30m3/h,Pn=11kW,变频;三相提油机Q=8~12m3/h,Pn=37+15kW,变频;立式提油机Q=3m3/h,Pn=18.5kW;地沟油提油机Q=2m3/h,Pn=15kW;厌氧进水罐D6×H12,V=300m3,焊接罐;厌氧反应罐D16.8×H16.8,V=3600m3,焊接罐;厌氧出水罐D6×H12,V=300m3,焊接罐;沉淀罐D4×H8,V=120m3,焊接罐;污泥脱水机Q=5m3/h,Pn=11+3kW,变频;沼气脱硫系统Q=600m3/h,Pn=16.15kW;沼气储柜Vn=2000m3,Pn=1.5kW;蒸汽锅炉4t/h锅炉,1.0MPa,Pn=30kW;沼气发电机组高压机型,800KWW;生物柴油Q=20t/d,PN=200kW。
投资费用
总投资17332.94万元。
运行费用
处置场运行成本162.14元/t,其中,物耗37.04元/t,能耗36.21元/t,人员工资74.66元/t,设备折旧0.58元/t,维修管理13.65元/t。收运成本130.25元/t。
能源、资源节约和综合利用情况
热电联产系统产生蒸汽和电量,蒸汽全部由项目自身消耗,电力除满足项目自身需要外发电上网销售。自动分选得到的金属和塑料,回收产品量很小,不适宜于进一步深加工,直接出售给专业资源化产品回收企业。生物柴油作为环氧增塑剂生产原料外售。
申报单位:江苏维尔利环保科技股份有限公司
联系人:潘翔
联系电话:13685230988
传真:0519-85125883
电子邮箱:panxiang@jswelle.com


无相关信息