
国家发展改革委等部门关于印发《电解铝行业节能降碳专项行动计划》的
首页 > 88betway88
案例分析 | 煤化工废水处理工艺设计
来源:
网
时间:2018-01-27 14:34:32
热度:
案例分析 | 煤化工废水处理工艺设计1工程概况煤化工企业在生产过程中排放的废水来源为煤气净化系统的剩余氨水,各分离器及油槽分离水,硫胺工段排水和地坪冲洗水。设计的处理系统按24h运
1工程概况
煤化工企业在生产过程中排放的废水来源为煤气净化系统的剩余氨水,各分离器及油槽分离水,硫胺工段排水和地坪冲洗水。设计的处理系统按24h运行。设计水量为60m3/h,处理系统按24h运行。混合后废水原水水质如下:COD≤4000mg/ L ,BOD≤1000mg/L ,NH3-N≤450mg/L,要求处理后出水要达到《钢铁工业水污染物排放标准》(GB13456-92)一级标准。主要污染物指标出水指标如下即:COD≤100m g/L,BOD ≤20m g/L,NH3-N≤15m g/L。
2 废水处理工艺设计及主要构筑物参数
2 .1 废水处理工艺选择
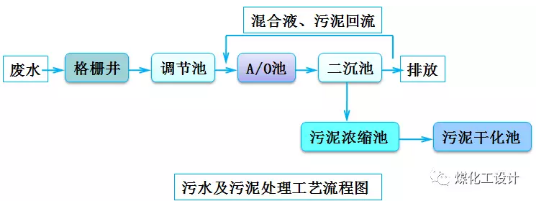
本项目污水氨氮浓度较高,因此在主体处理工艺选择时应考虑脱氮。同时针对废水排放的实际情况,本污水处理工程主体工艺推荐采用A/O工艺。工艺主要由预处理段、生化处理段组成。预处理段由调节池组成。生化处理段由A / O 池、二沉池组成,本项目处理工艺艺流程见图。
2 .2 主要构筑物设计参数
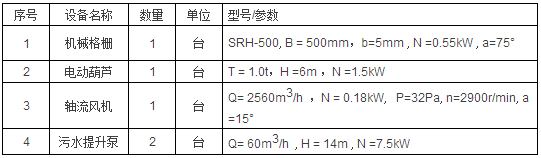
2.2.1 格栅及污水提升泵房
格栅间和污水提升泵房联建,室内设置机械格栅1台。格栅间尺寸为7.5m×4.5m×6.0m ,砖混结构。主要设备如下表。
2.2.2 隔油沉淀池及油水分离器
隔油沉淀池2座,单座处理能力为30m3/h,单座尺寸为8.0m×8.0m×8.0m ,池内设有稳流筒及蒸汽加热装置,钢混结构。设油水分离器操作台1座,尺寸5.0m ×5.0m ×2.5m 。
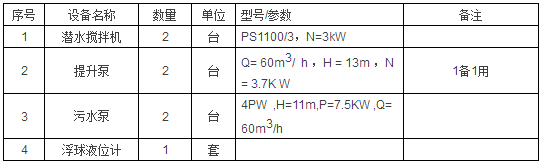
2.2.3 调节池
设计调节池1座,水力停留时间22h ,尺寸为25m×10m×6.0m ,有效水深5.5m ,钢混结构。池内主要设备如下表。
2.2.4 A/O 池
设计流量为60m3/h,与回流混合液和回流污泥再配水井混合均匀自流入A 池,配水井尺寸5m×2m×4m 。在配水井中投加K2HPO4 药剂,用于补充微生物生长所需的营养元素P,投加Na2CO3药剂,用于补充硝化反应所需的碱度。加药系统2套。
设计A /O 池二座,尺寸为39.0m ×18.0m×6m ,在长度方向上分为4个串联的廊道,每个廊道宽5m ,有效水深为5m 。前两个廊道为A 段,每段设置潜水推进器一台,并设置微孔曝气器以增强对废水的搅拌,防止大量污泥沉积。后两个廊道为O 段,通过鼓风机和微孔曝气器向池内供氧。A 段主要设备:潜水推进器:4台;微孔曝气器1000个。O 池采用鼓风微孔曝气。为抑制曝气池中泡沫的产生,沿曝气池隔墙表面布设有消泡水管。O 段主要设备如下表。

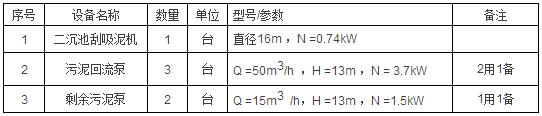
2.2.5二沉池和集泥池
中心进水的辐流式沉淀池一座,二沉池直径16m ,总高4.4m ,超高0.5m ,钢筋混凝土结构。内设刮吸泥机1台,功率1.87kW 。二沉池的底泥通过刮吸泥机进入集泥井,集泥井尺寸为4.5m×3.0m×5.9m。主要设备如下表。
2.2.6集水池
集水池尺寸15.0m ×15.0m×4.5m ,钢混结构。
2.2.7污泥浓缩池
设计污泥浓缩池1座,直径8m ,高3.5m ,池内设浓缩刮泥机1台。浓缩的污泥通过螺杆泵输送到带式压滤机。
3 投资费用
该工程总投资1624.9万元。运行成本主要包括电费、药剂费、人工费等,电费1.21元/ 吨水,药剂费2.7元/ 吨水,人工费0.35元/ 吨水,合计4.26元/ 吨水。
延伸阅读:
煤制天然气废水处理技术研究现状及展望
三分钟带你了解煤化工废水的主要特点及基本处理方法
原标题:煤化工废水处理工艺设计


无相关信息