水泥厂碳捕集工艺技术
水泥厂碳捕集工艺技术摘要:简要分析了膜分离法、吸附分离法、低温蒸馏法、物理吸收法等几种CO2捕集技术的优缺点,介绍了化学吸收法碳捕集工艺在烟气处理工程中的应用情况,主要分析了化学吸
摘要:简要分析了膜分离法、吸附分离法、低温蒸馏法、物理吸收法等几种CO2捕集技术的优缺点,介绍了化学吸收法碳捕集工艺在烟气处理工程中的应用情况,主要分析了化学吸收法与水泥生产工艺的结合原理及化学吸收法目前存在的问题,最后介绍了一种适用于水泥厂新型外燃式高温煅烧回转窑脱碳工艺。
水泥行业是我国CO2排放的主要行业之一,生产水泥所产生的CO2占全球CO2排放总量的7%。国际能源署(IEA)和世界可持续发展工商理事会(WBCSD)2009年发布的《2050年水泥技术路线图》中提出:到2050年,全球水泥行业生产每吨水泥的碳排放量需降至0.42t,商业化CCS技术(捕集、利用、储存技术)运行数量要达到200~400个,CO2储存量要达到4.9~9.2亿吨。
CO2的捕集方法有膜分离法、吸附分离法、低温蒸馏法、物理吸收法、化学吸收法等,对于工业上捕集的CO2,目前也有较为成功的储存与利用途径。本文将分析这些CO2捕集技术的特点,并简要介绍这些技术在水泥工业脱碳领域的应用情况。
1CO2捕集技术
1.1 膜分离法
膜分离法主要是利用混合气体中的不同组分在膜中渗透速率和渗透能力的不同,而达到将混合气体分离的目的。目前常用于CO2分离的膜材料有二氧化硅、醋酸纤维素、聚碳酸酯、聚碳胺类和聚苯醚等有机或无机薄膜。膜分离法的优点是,结构简单、容易操作、便于维修,适用于分离提纯出高浓度CO2;其缺点是,分离性能取决于膜材料的化学属性和物理性能,烟气中其他化学物质对分离膜存在破坏性作用,一些有机高分子薄膜的适用温度不宜过高。另外,该工艺需要施加高压,需要能耗量大,不太适合大规模工业应用。2019年5月,华润某电厂一台投产的1050MW机组碳捕集平台应用了膜分离提纯技术,先采用化学吸收法得到一定纯度的CO2,然后通过膜分离技术提纯得到食品级CO2,分离级别为20t/d,该平台每年可捕集2万吨食品级和工业级CO2。
1.2 吸附分离法
吸附分离法通常是用一些固态吸附剂,如活性炭、沸石、分子筛、活性氧化铝、硅胶、锂化合物等,对混合气体中的CO2进行选择性吸附,然后再解吸存储。吸附分离法又分为变温吸附(TSA)与变压吸附(PSA)。吸附分离法的优点是,工艺设备比较简单,能耗比较低;缺点是,吸附剂的吸附容量有限,吸附剂用量比较大,吸附解吸比较频繁,CO2的分离效率比较低。
1.3 低温蒸馏法
低温蒸馏法的原理是,先将混合气体低温冷凝液化,再根据不同气体的蒸发温度依次蒸馏分离。该方法的优点是,可以分离出高浓度的CO2,对于处理CO2浓度高的烟气,经济性比较好;其缺点是,CO2的临界状态温度是30.98℃,压力为7.375MPa,要达到液化临界条件需要加压,能耗比较高。
1.4 物理吸收法
物理吸收法是用选择性好、对CO2溶解度大的有机溶剂,如聚乙二醇二甲醚、甲醇、乙醇、碳酸丙烯酯等,先经过加压或降温等条件使溶液溶解吸收CO2,再改变条件(如:减压、升温等),将CO2分离出来。该技术的优点是,吸收液可以再生;缺点是,需要控制合适的温度和压力,操作比较复杂,一般适用于CO2分压较高的烟气,吸收液易被烟气中的硫化物污染导致再生能力降低。神华某公司在煤液化项目中,采用了低温甲醇法捕集煤液化过程中排出的CO2,该工艺能回收到浓度为86.7%的CO2。
1.5 化学吸收法
化学吸收法是利用碱性化学吸收剂与CO2之间产生的化学反应,形成液相或固相盐类产物,再将生成的盐类产物送入再生塔加热分解释放出浓度较高的CO2,吸收剂得到再生,继续送入吸收塔吸收。常用的吸收液包括有机胺溶液、氨水溶液、碳酸钾溶液等。该方法的优点是,对于CO2分压较低的烟气,仍然有较高的吸收效率,吸收快,效率普遍较高,碱性吸收剂也能同时吸收H2S、SO2;缺点是,化学吸收剂再生能耗较高,再生后吸收效率会下降,循环再生利用次数不多。化学吸收法目前在我国电厂碳捕集应用中已经有了一些应用项目,具体项目应用情况如表1所示。由于火电厂烟气组分和水泥生产中排出烟气组分接近,火电厂碳捕集工程对水泥厂的碳捕集工作有借鉴意义。
由于对化学吸收法的研究较早,其技术已较为成熟,加之其具有较快的吸收速率和较大的吸收容量,被认为是比较有前景的CO2捕集方法,而膜分离法、吸附分离法、物理吸收法一般不适合处理流量巨大、CO2浓度低的烟气,更适合用来提纯CO2。2018年10月投产的安徽某水泥生产线碳捕集平台,采用了胺法吸收粗分离与精分离(物理吸收法、低温蒸馏法)相结合的技术,可获得食品级CO23万吨/年,工业级CO22万吨/年。
2水泥生产工艺中的化学吸收技术
2.1 化学吸收剂的选择
表1 电力行业碳捕集项目应用情况

化学吸收剂种类繁多,有机胺类吸收剂有伯胺(一乙醇胺MEA、二甘醇胺DGA)、仲胺(二乙醇胺DEA、二异丙醇胺DIPA)、叔胺(三乙醇胺TEA、N-甲基二乙醇胺MDEA)、空间位阻胺(AMP)等,无机碱性吸收剂有氨水等,其性能特点如表2所示。
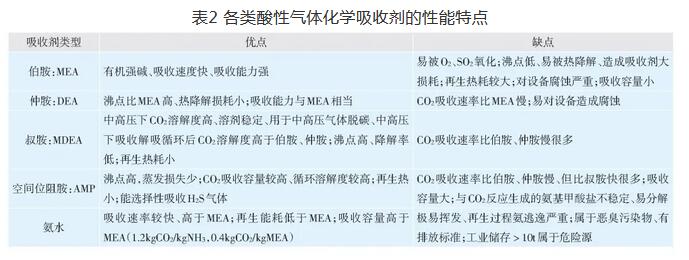
单组分吸收剂难以应对市场化要求,为使吸收剂具备“高吸收速率、高吸收容量、低再生能耗、抗氧化、抗热降解、低腐蚀”的特点,目前对于CO2吸收剂的研究主要是集中在“高效混合胺吸收剂”、“活化氨水吸收剂”等方面。
单独使用MDEA吸收剂吸收速率低,在以MDEA为主体的吸收剂中添加少量MEA、哌嗪PZ、AMP可以活化MDEA。有研究结果表明,MDEA-MEA混合吸收剂吸收容量得到提高,再生能耗得到降低;MEA-PZ混合吸收剂中CO2溶解度得到提高,再生速率得到大大提升;在MEA吸收剂中添加AMP溶液,混合吸收剂吸收速率和吸收量均高于单一组分的MEA吸收剂。也有研究表明,在吸收剂中添加部分乙醇替代部分溶剂水,利用乙醇沸点低、再生时富液加热至沸点所需热量少的原理,可以降低吸收剂再生时的热耗。安徽某水泥生产线碳捕集工艺采用了伯胺、仲胺、叔胺三组分的混合吸收剂,为降低溶液氧化性和对系统的腐蚀性,还需要在吸收剂中混入抗氧化剂和缓蚀剂。
2.2 化学吸收工艺
水泥厂化学吸收法碳捕集工艺粗分离系统如图1所示。
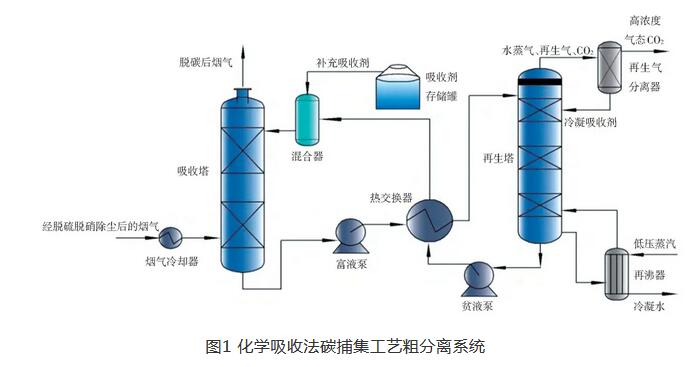
经脱硫、脱硝、除尘后的部分烟气或全部烟气经过烟气冷却器,从吸收塔下部进入,与从吸收塔顶部进入的吸收剂逆流接触发生吸收反应,经处理后的气体由吸收塔顶部排出;吸收CO2后的富液从塔底由富液泵抽出并加压送至贫富液热交换器,富液在热交换器与来自再生塔底部贫液泵排出的贫液换热升温后,送入再生塔塔顶,与再生塔内上升的蒸汽发生反应,解析出CO2;水蒸气、CO2、气态吸收剂(再生气)进入冷却器冷却,并且经过分离器将再生气、水送入再生塔;再生后的吸收剂到达再生塔底部,被再沸器提供的热量加热后送入贫液泵,经过贫富液换热器降温后与补充的吸收剂混合进入吸收塔继续吸收。吸收塔和再生塔可采用喷淋塔或填料塔,再沸器所需的低压蒸汽来自水泥厂余热锅炉蒸汽。
经再生分离器出来的气体中的CO2纯度较高,但尚达不到工业级标准,需要送入精分离提纯系统进行处理,以得到纯度更高的工业级和食品级CO2。具体过程如图2所示。
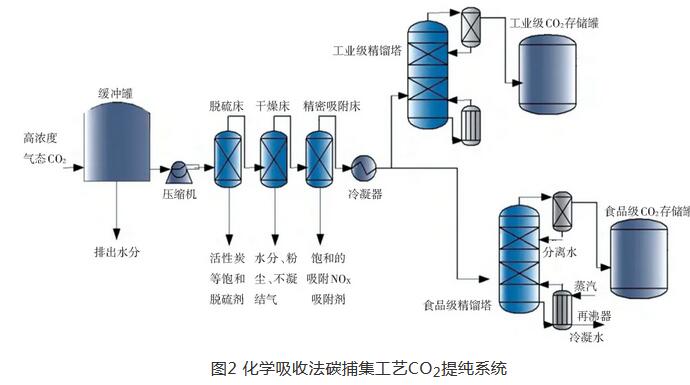
高浓度气态CO2先送入缓冲罐排出部分水分,再经过压缩机加压,依次送入脱硫床、干燥床、精密吸附床吸附杂质。其中,脱硫床中布置有用来进一步脱硫的吸附剂如活性炭等;干燥床中可以布置沸石等干燥剂,沸石不但可以作为干燥剂,而且由于其巨大的比表面积,也可以作为吸附剂吸附粉尘、SOx、NOx等物质;精密吸附床则可以布置氧化铝干燥剂、氧化硅过滤剂、脱除NOx的高岭土等。经过吸附处理的烟气通过冷凝器冷凝后再送入工业级精馏塔或是食品级精馏塔进一步提纯,最后提纯的CO2经过压缩处理后储存。
化学吸收法工艺繁杂,为降低系统投资(如:吸收剂、吸附剂的消耗),通常在进入吸收系统前有旁路系统将烟气分流,吸收塔只处理部分烟气。
2.3 化学吸收法粗分离系统能耗分析
化学吸收法粗分离系统一部分能耗来源于系统循环驱动泵和压缩机的厂用电耗,大部分(80%左右)的能耗为再生塔中的热耗。再生塔中所需热量由送入再沸器中的蒸汽提供,再沸器中热量需求Qreboiler由三部分组成:

其中,Qboiling指将富液加热到沸点的热量,Qevaporating指富液中溶剂水的汽化潜热,Qreaction指解析反应所需反应热。再沸器需选择具有合格参数的汽源,在满足再沸器热量需求的同时,也要尽量保证汽轮机组的正常稳定运行。抽汽往往会导致电厂和水泥厂汽轮机组发电效率降低,对厂区发电量产生一定影响。由于低压蒸汽量消耗巨大,极易造成汽轮机运行不稳定,从中压缸部位抽中压蒸汽,可能会超出再沸器对所需蒸汽参数的要求,易造成蒸汽能量损失,达不到能量梯级利用的目的。因此,需要选择合适的抽汽位置,并对脱碳系统与厂区热力系统进行合理改造与整合。
再生能耗一般与再生过程的运行工况有很大关系。以MEA脱碳再生过程为例,再生能耗随着再生塔出口贫液中CO2负载量的减小而增大,贫液中CO2负载量要求越低说明富液解析的越彻底,所需的解析反应热越大;再生能耗随着富液进料温度的增加而显著降低,富液温度越高,加热富液至沸点所需热量越少;再生能耗随着再沸器温度的升高而逐渐增加,原因在于再沸器温度升高,溶剂水蒸发量变大,所以汽化潜热增加;提高再生塔操作压力会降低再生能耗,提高塔内压力有利于解析反应的进行,降低解析反应所需反应热。
韩中合分析了国内某600MW机组添加氨法脱碳系统后能耗的变化情况:CO2捕集率达到85%时,机组净输出功率降低了103MW,发电效率降低了7.8%,捕集系统中捕集每吨CO2需冷却功0.1373GJ,CO2再沸器热耗为1.256GJ/t,氨气捕集系统热耗为1.417GJ/t,脱碳成本为284.9元/t。赵明德的研究表明:600MW发电机组烟气量达到2400t/h,采用MEA吸收剂脱碳,CO2捕集效率为85%时,富液再生时需要从中压缸抽汽365t/h,占中压缸排气的30%,增加脱碳系统后,电厂机组出力减少71.4MW,净输出功率降低了121MW,净热效率降低8.49%,新增CO2分离功耗21.28MW,新增CO2压缩功耗28.62MW,厂用电增加50.1MW。宋卫宁的研究表明:300MW发电机组采用MEA吸收剂,CO2捕集效率达90%、CO2捕集量为312.2t/h时,再生蒸汽消耗量为3945.41MJ/t CO2,压缩功消耗29.82MW。该套CCS系统运行费用为37764.8元/h,捕集CO2运行费用为120.97元/t。鞠付栋等研究了660MW机组增加MEA吸收法脱碳系统后能耗情况,结果显示:捕集CO2需消耗能量3489kJ/kg,消耗低压蒸汽182t/h,新增辅机电耗18.87MW,发电效率下降1.78%。
3新型外燃式高温煅烧回转窑脱碳工艺
该工艺流程如图3所示,原理是根据捕集CO2量的要求,将原本送入预热器下料管的生料,分出一定量送入外燃式高温煅烧回转窑中分解。由于采用外燃式技术,生料在回转窑内被窑外燃料燃烧加热,窑内分解出的CO2浓度很高,同时由于燃料与物料不直接接触,分解出来的氧化钙活性较高,可以直接吸收原料中分解出来的SOx。分解出来的气体只含少量的SOx、NOx、粉尘,先经过换热器将高温分解气体冷却降温后送入除尘器除尘,再送入脱硫床、干燥床、精密吸附床进一步脱硫、干燥、除尘并除去氮氧化物等杂质,然后送入食品级精馏塔精馏提纯,最后送入储存罐。燃料燃烧烟气废热和高温CO2冷却余热可用余热锅炉回收发电,也可以用来预热燃料燃烧所需要的空气。
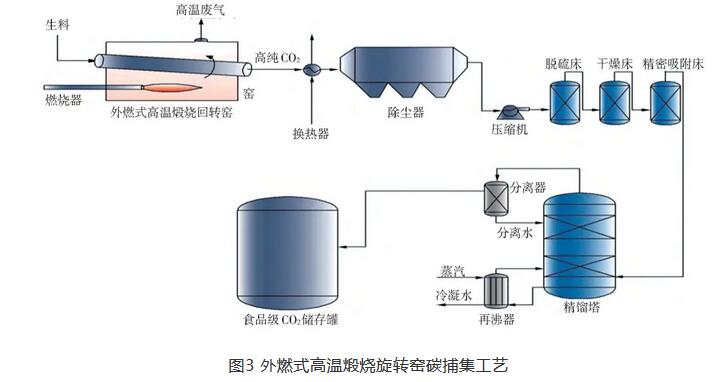
外燃式高温煅烧回转窑碳捕集工艺的优点是,工艺原理简单,工艺系统没有化学吸收法复杂,投资费用和运行成本都比较低;其缺点是,外燃式高温煅烧回转窑内生料分解的温度在850℃以上,窑外温度在930℃以上,对窑筒体材料的耐高温特性要求非常高。该种方法只能捕集碳酸钙分解产生的CO2,不能捕集水泥熟料生成时燃煤释放的CO2。福建某公司一条4500t/d水泥熟料生产线即采用该种技术,已经实现年产10万吨食品级液态CO2、3万吨食品级固态CO2(干冰)。
4结语
(1)膜分离法与低温蒸馏法能耗较高,不适于处理较大流量的烟气;吸附分离法对吸附剂的用量比较大,吸附解吸比较频繁;物理吸收法一般适用于吸收CO2浓度高、分压高的烟气。以上方法一般适用于CO2提纯。
(2)化学吸收法吸收速率快、吸收容量大,能处理CO2分压低的大流量烟气,是一种可行的水泥厂碳捕集方法,目前已有现场应用实例。高性能化学吸收剂的研究已有很大进展,也有一些商业应用,化学吸收法工艺正在逐渐优化完善,捕集到的CO2能够供应市场,使得运行成本大大降低,且有可能出现盈利。
(3)新型的外燃式高温煅烧回转窑碳捕集工艺原理简单,但是对窑筒壁材料耐温特性要求较高。
-
全球唯一“餐厨垃圾非粮乙醇”工厂诞生2020-06-28
-
使用蒸馏方法分离四氯化碳和乙醇需要使用什么仪器?2019-10-15
-
以邻苯二甲酸二辛酯为固定液,分离下列混合试样,指出各组分的流出顺序:乙醇、环己烷、丙酮2019-10-05
-
聚丙烯酰胺可以在乙醇中进行固液分离吗2019-10-01