含镍电镀废水在线循环处理工程实例
含镍电镀废水在线循环处理工程实例电镀行业是全世界三大污染工业之一,其产生的废水中不仅含有氰化物及大量有机污染物,还含有铜、镍、铬等重金属污染物。其中,镍是常见的致癌性重金属,无法被
电镀行业是全世界三大污染工业之一,其产生的废水中不仅含有氰化物及大量有机污染物,还含有铜、镍、铬等重金属污染物。其中,镍是常见的致癌性重金属,无法被生物降解,其通过食物链的积累作用会对环境与人类健康产生严重危害。随着日益严格的环保标准及清洁生产要求的颁布,部分地区对电镀废水的排放已要求达到《电镀污染物排放标准》(GB21900—2008)的表3标准,企业面临电镀废水提标改造的技术难题。
目前,含镍电镀废水常用的处理工艺包括化学沉淀法、生物法、吸附法和离子交换法等。化学沉淀法会造成二次污染,并且存在可逆反应,出水镍含量难以达到GB21900—2008表3标准;生物法处理出水中含有大量微生物,难以直接回用;吸附法是将重金属进行吸附转移,吸附载体则难以处理。因此,开发高效率、低成本处理工艺对于解决电镀废水环境污染问题具有重要意义。
笔者以福建某电镀厂含镍废水为处理对象,开发了以离子交换和铁基催化氧化为核心的含镍电镀废水处理工艺。运行结果表明,该工艺实现了水资源的在线循环利用与硫酸镍的回收,具有良好的环境效益与经济效益。
1废水来源与工艺流程
福建某电镀厂主要开展铜合金、锌合金、塑料、不锈钢等材质的零部件加工,选取其中一条镀镍生产线产生的含镍清洗废水作为处理对象。该废水总量约为20m3/d,其水质见表1。
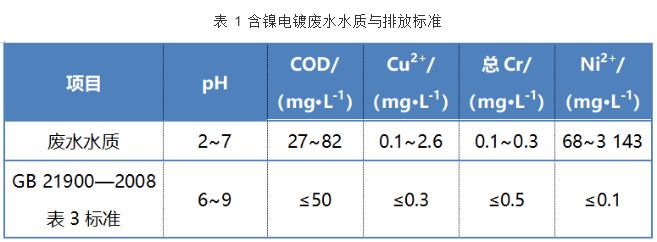
该含镍电镀废水中的镍主要包括硫酸镍、氯化镍及化学镍。由于化学镀镍过程中需添加柠檬酸盐、醋酸、铵盐等大量的络合剂及稳定剂、光亮剂,废水污染物成分复杂,大大增加了处理难度。采用现有处理工艺(主要包括破络、混凝、沉淀等)对其进行处理,出水重金属指标不仅无法达到GB21900—2008表3标准,还产生了大量含镍污泥。这些污泥作为危废委外处理,不仅浪费了资源,而且处理费用高。
针对该企业含镍电镀废水重金属含量高、有机物成分复杂且难生物降解的水质特征,开发了以离子交换和铁基催化氧化为核心的含镍电镀废水处理集成工艺。离子交换技术不仅可使废水重金属指标达到排放标准,还可回收重金属镍;铁基催化氧化技术为微电解耦合Fenton氧化反应,可高效、快速降解含镍废水中的有机物,产水可直接回用于电镀生产线。含镍电镀废水处理工艺流程如图1所示。
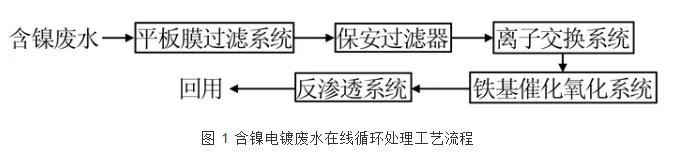
废水首先通过平板膜过滤系统去除其中的悬浮物及杂质,然后经保安过滤器进入离子交换系统回收金属镍离子。
离子交换系统出水进入铁基催化氧化系统,通过强化微电解与Fenton氧化反应降解有机物,然后经过反渗透系统降低废水的电导率,保证出水可回用于电镀生产线。
该处理集成技术具有污泥产量低、运行成本低的优势,可实现水资源的在线循环利用与重金属镍的回收。
2主要构筑物
2.1平板膜过滤系统
平板膜过滤系统尺寸为2.5m×2.0m×2.0m,过滤精度约为0.1μm,共1座,有效容积2.5m3。内设平板膜组件1套,膜成分为碳化硅复合材料。设提升泵2台,流量2m3/h,扬程32m,功率0.75kW。设鼓风机1台,最大风量1.67m3/min。
碳化硅平板膜具有亲水性好、机械强度高、耐酸碱、孔隙率高、过滤精度高等优点。该过滤系统可拦截废水中的悬浮物,防止后续离子交换系统与铁基催化氧化系统发生污堵。平板膜的设计处理能力为50m3/d,运行时控制废水流量为1.2m3/h。
当产水压力增大或流量降低时,需要同时开启鼓风机和反洗泵,对平板膜进行清洗。定期清理污泥,将其排入企业的污泥池进行压滤处理。连续运行后,平板膜过滤系统运行稳定,产水流量为1.2m3/h,出水浊度<10NTU。
2.2离子交换系统
离子交换系统采用弱酸阳离子交换树脂。运行前,采用NaOH将树脂由H型转为Na型,这是因为Na型树脂对Ni2+的交换吸附能力比H型更强。
运行时,含镍电镀废水经过树脂层,废水中的Ni2+与树脂上的Na+进行置换。当树脂吸附饱和后,采用H2SO4进行脱附再生,此时树脂为H型,获得的高浓度NiSO4溶液可用于镀槽镀液的补充。之后,采用NaOH将树脂由H型转为Na型,再次吸附Ni2+。酸洗再生后树脂会残留游离酸,碱洗转型后树脂会残留游离碱,因此需要用水清洗。
离子交换系统主体为UPVC材料的圆柱罐,尺寸为D0.5m×2.0m,共4台,3用1备。柱内装填改性钠型金属螯合树脂,填充高度1.0m。设有布水和布气管路,配套精密过滤器、储液罐、反洗系统及电控单元。精密过滤器1台,304不锈钢材质,PP滤芯,尺寸为D200mm×420mm,流量2m3/h。设提升泵1台,流量2m3/h,扬程32m,功率0.75kW。收集水箱和中间水箱各1台,PE材质,有效容积5m3。平板膜过滤系统处理后的含镍废水经收集水箱进入树脂柱底部,运行时控制进水流量为1.2m3/h。
系统采用上向流方式,与树脂充分反应后从树脂柱顶部流出,进入中间水箱。经离子交换系统处理的出水pH上升至5~6,节省了中和碱成本,有效缓解了强酸性对后续工艺和设备的冲击。
2.3铁基催化氧化系统
铁基催化氧化系统为微电解耦合Fenton氧化反应,主要通过氧化还原作用将含镍电镀废水中的有机物氧化降解为CO2和H2O。
一方面,铁基填料中的铁与碳之间可形成无数个微电池,产生大量的新生态的Fe2+、[H]等,并与水中有机物发生氧化还原反应,使之降解;另一方面,微电解产生的Fe2+与系统运行过程中投加的H2O2快速反应,形成Fenton反应,产生的·OH进一步降解有机物,不仅节省了亚铁盐的投加,并且提高了处理效果。
铁基催化氧化系统主体为UPVC材料的圆柱罐,尺寸为D0.5m×2.0m,共2台,串联。填料填充高度为1.0m,要求进水pH为弱酸性,配套H2O2加药箱、反洗系统及电控单元。经离子交换系统处理的电镀废水从中间水箱进入铁基催化氧化系统,在运行过程中投加H2O2。连续运行结果表明,铁基催化氧化系统处理出水COD<30mg/L。
2.4反渗透系统
反渗透系统主体采用4支膜组件,尺寸D0.1m×1.0m,2支先并联,再与其他2支串联。配套提升泵、阻垢剂加药装置、产水罐及电控单元。反渗透系统运行过程中,控制纯水与浓水的流量比为3:2。电镀废水的进水电导率为593.8~5711μS/cm,经过反渗透系统处理后电导率降至30μS/cm以下,出水水质优于电镀厂现阶段使用的清洗水,可将其回用于电镀生产线。反渗透系统产生的浓水进入电镀厂现有综合废水处理系统进行集中处理。
3运行情况
3.1重金属的处理效果
图2~图4分别为含镍电镀废水处理前后废水中Ni2+、Cu2+及总Cr的变化情况。
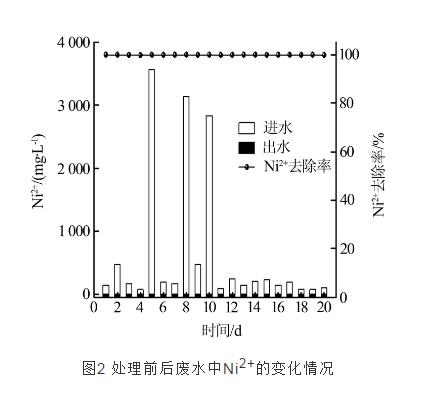


运行结果表明,进水Ni2+质量浓度为67~3574mg/L,水质波动较大,经处理后,出水Ni2+质量浓度<0.1mg/L;进水Cu2+质量浓度为0.4~2.7mg/L,经处理后,出水Cu2+质量浓度<0.02mg/L;进水总Cr质量浓度为0.10~0.26mg/L,经处理后,出水总Cr质量浓度<0.1mg/L。处理后,废水中的Ni2+、Cu2+及总Cr的含量均满足GB21900—2008表3的标准。离子交换树脂经过脱附获得质量浓度为41.6g/L的NiSO4溶液,可直接回用于镀槽。
3.2COD的处理效果
图5为含镍电镀废水处理前后废水COD的变化情况。
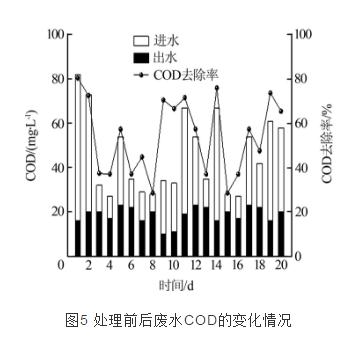
由图5可知,进水COD为27~82mg/L,经处理后,出水COD为10~23mg/L,低于GB21900—2008表3的标准。长时间运行、取样及检测结果显示,含镍电镀废水在流量为1.2m3/h的条件下,出水COD能保持稳定状态,说明该系统对COD有较好的处理效果。
3.3电导率的变化情况
图6为含镍电镀废水处理前后废水电导率的变化情况。
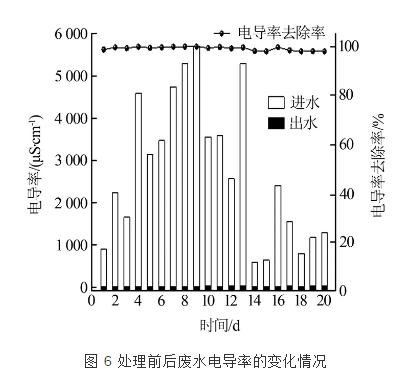
由图6可知,进水电导率为593.8~5711μS/cm,经处理后,出水电导率降至10.25~27.05μS/cm,将其回用于电镀废水处理工艺,其水质优于现阶段电镀生产所用的清洗水。
3.4直接运行费用
含镍电镀废水在线循环处理工程的直接运行费用主要为药剂费、电费及人工费。药剂费为7.24元/m3,包括H2O2、H2SO4、NaOH、阻垢剂的投加及填料定期更换(铁基材料是易耗品,更换费用应该计入);电费以当地电价0.6元/(kW·h)计算,吨水电耗约为4.4kW·h,则电费为2.64元/m3;人工费为2.5元/m3。该工程直接运行费用为12.38元/m3,低于企业现阶段40元/m3的运行成本。
4工艺优势
(1)含镍电镀废水的预处理工艺采用碳化硅平板膜过滤系统,该系统过滤精度高、机械强度高、耐酸碱,适应含镍废水的强酸性环境,能够去除含镍废水中的悬浮物,可确保后续离子交换系统与铁基催化氧化系统的正常运行。
(2)离子交换系统采用钠型金属螯合树脂,可选择性吸附重金属。树脂经多次再生后对Ni2+仍有较高的吸附效率,可保证系统的长期稳定运行。树脂经脱附后可获得高浓度NiSO4溶液,将其回用于电镀生产,可降低原料成本。
(3)铁基催化氧化系统的原理是微电解耦合Fenton氧化反应,铁基填料中的铁与碳之间形成的微电池,可产生大量的[H]和Fe2+,通过投加H2O2也促使铁氧化物产生·OH,无选择性且快速地降解有机物,从而降低了电镀废水中的COD。该工艺节能环保、处理效率高、操作简便,非常适用于含镍电镀废水的在线循环处理。
(4)含镍电镀废水经在线循环处理后,出水Ni2+、Cu2+、总Cr及COD含量均达到GB21900—2008表3的标准。系统运行过程不会产生含重金属污泥,仅有少量悬浮物污泥。
5结论
以福建某电镀厂含镍废水为处理对象,开发了以离子交换和铁基催化氧化为核心的含镍电镀废水在线循环处理技术。运行结果表明,处理出水中的Ni2+、Cu2+、总Cr、COD含量均达到GB21900—2008表3的标准。经反渗透系统处理后,产水电导率低于30μS/cm,出水水质明显改善,可直接回用于电镀生产线。本工程处理效率高、运行成本低、产泥量少,不仅实现了电镀行业水资源在线循环,提高了电镀产品的质量,而且实现了重金属镍的有效回收,促进了电镀行业环境效益与经济效益的协调发展。

使用微信““”
-
用数据“说话” VOCs治理在线监测系统不能少2020-10-29
-
医疗机构废水超标排放应当由谁处罚?2020-10-23
-
双相不锈钢拷贝林式止回阀在介质环境恶劣的液压系统的应用2020-10-19
-
废水零排放提上日程 从高盐废水处理瓶颈中提取突破“密码”2020-10-16
-
张家港市第四水厂深度处理改造工程纳滤系统采购及相关服务项目投资商确定2020-10-16
-
柴油车的尾气治理系列之一:关于柴油机后处理系统的基本知识2020-10-16
-
焦化废水处理工艺2020-10-16
-
A/O+MBR工艺在煤化工综合废水处理中的应用2020-10-16
-
焦化废水深度处理技术分析2020-10-12
-
山西省生态环境系统开展生态环境领域风险隐患大排查2020-10-12
-
成分复杂 来源广泛,聚光灯下的工业废水处理再获1262亿追捧2020-10-12
-
矿山修复:多元主体参与,形成“经济-社会-生态系统”耦合体2020-10-12
-
突发!传特朗普探索限制蚂蚁腾讯支付系统 担心威胁国家安全2020-10-09
-
印染废水分质处理模式及其在改造工程中的应用2020-09-30
-
电镀废水处理工艺改造的探索与实践2020-09-30