煤化工废水零排放制约性问题的探讨
来源:环保设备网
时间:2020-04-02 12:26:29
热度:82
煤化工废水零排放制约性问题的探讨[摘要]对煤化工废水零排放可能实现的技术途径进行了分析,指出目前煤化工废水零排放存在技术经济、环境影响、规划管理等方面的制约性问题,并提出建议措施,
[摘要]对煤化工废水零排放可能实现的技术途径进行了分析,指出目前煤化工废水零排放存在技术经济、环境影响、规划管理等方面的制约性问题,并提出建议措施,为今后强化煤化工废水零排放环境管理提供借鉴。
[关键词]煤化工;废水零排放;制约性问题
煤炭是我国的主要化石能源,现代煤化工以煤炭-能源化工技术为基础,煤气化为龙头,运用催化合成、分离、生物化工等先进的化工技术,生产能够替代石油的洁净能源和各类化工产品,如成品油、天然气、甲醇、二甲醚、乙烯、丙烯等[1]。我国煤化工项目主要分布在内蒙、陕西、新疆、山西、宁夏、甘肃等地。
我国煤炭资源和水资源分布极不均衡。昆仑山-秦岭-大别山一线以北地区煤炭资源量占全国总量的90%以上,而水资源仅占全国总量的21%。水资源缺乏地区往往也面临地表水环境容量有限的问题,有些地区甚至没有纳污水体[2]。在我国西部和北部地区,地表水资源的缺乏直接导致地下水的过度开采和污染。
为促进工业经济与水资源及环境的协调发展,2005年颁布的《中国节水技术政策大纲》首先提出要发展外排废水回用和“零排放”技术。《国家环境保护“十一五”规划》明确要求在钢铁、电力、化工、煤炭等重点行业推广废水循环利用,努力实现废水少排放或零排放。近年来,一些地方也相继颁布了严格的废水排放标准,黄河、淮河等水污染严重的敏感流域、区域地区和省份甚至不允许工业企业废水排放到地表水体。水资源和水环境问题已成为制约煤化工产业发展的瓶颈。寻求处理效果更好、工艺稳定性更强、运行费用更低的废水处理工艺,实现“废水零排放”的目标,已经成为煤化工发展的自身需求和外在要求。
1实现煤化工废水零排放的技术途径
废水零排放在国外称之为零液体排放(ZLD),是指企业不向地表水域排放任何形式的废水[3]。2008年国家质量监督检验检疫总局颁布的GB/T21534—2008《工业用水节水术语》中对零排放解释为企业或主体单元的生产用水系统达到无工业废水外排。简言之,零排放就是将工业废水浓缩成为固体或浓缩液的形式再加以处理,而不是以废水的形式外排到自然水体。
废水零排放是个系统工程,包括两个层次,一是采用节水工艺等措施提高用水效率,降低生产水耗,同时尽可能提高废水回用率,从而最大限度利用水资源;二是采用高效的水处理技术,处理高浓度有机废水及含盐废水,将无法利用的高盐废水浓缩为固体或浓缩液,不再以废水的形式外排到自然水体。
1.1煤化工废水分类
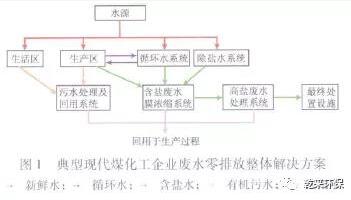
典型现代煤化工企业废水按照含盐量可分为两类:一是有机废水,主要来源于煤气化工艺废水及生活污水等,其特点是含盐量低、污染物以COD为主;二是含盐废水,主要来源于生产过程中煤气洗涤废水、循环水系统排水、除盐水系统排水、回用系统浓水等,有时也包括生化处理后的有机废水,其特点是含盐量高。
煤化工有机废水的成分差别主要源自不同的煤气化工艺。目前国内外有十几种煤气化技术,主要取决于煤质和投资成本。新建大型煤化工项目采用较多的是中温气化工艺(鲁奇固定层加压气化工艺)和高温气化工艺(德士古公司水煤浆加压气化、多喷嘴水煤浆气化、壳牌公司干煤粉加压气化、德国黑水泵公司干煤粉加压气化等)[4]。据调查,中温气化工艺的废水成分复杂,含有难降解的焦油、酚等,采用一般的生化工艺很难处理,需要设置焦油和酚、氨回收等设施进行预处理,预处理后有机废水的COD仍然高达几千mg/L,BOD5/COD在0.3左右,可生化性较差。高温气化工艺废水成分相对简单,COD较低,一般在500mg/L左右,BOD5/COD在0.6左右,可生化性较好。
煤化工项目含盐废水中的盐主要来自补充新鲜水、循环冷却水、除盐水生产过程产生的浓盐水、及有机废水处理过程添加的药剂等。据调查,神华集团某煤制天然气项目补充新鲜水(以黄河为水源)带入的盐量超过整个系统盐量的57%,其次是生产过程和水系统添加化学药剂产生的盐量,分别为29%和13.6%。新鲜水来源和生产工艺确定后,主要通过合理选择循环冷却系统的循环倍数和水处理药剂的品种来降低废水含盐量。煤化工含盐废水的总含盐量(TDS)通常在500~5000mg/L,甚至更高。
1.2废水分类处置方式
典型现代煤化工企业废水零排放整体解决方案见图1。
 1.2.1有机废水处理
高温气化工艺的有机废水通常采用A/O等常规生化工艺处理,COD可控制在60mg/L以下,可满足HG/T3923—2007《循环冷却水用再生水水质标准》的要求。以哈尔滨市某水煤浆加压气化制甲醇项目的有机废水为例,经A/O法处理后COD由425mg/L降至16mg/L,COD去除率大于96%,ρ(氨氮)由185mg/L降至0.5mg/L,处理效率大于99%,处理后的有机废水一般可直接回用于循环水系统补水。
中温气化工艺产生的有机废水的COD很高,通常需要采取预处理—生化处理—后续处理的流程,废水中COD一般可降至200mg/L左右。以某在建的煤制天然气项目为例,该工程采用鲁奇工艺,有机废水设置了预处理(絮凝沉淀—水解酸化)—A/O生化处理—接触氧化—催化氧化的流程,设计废水COD可由5000mg/L降至160mg/L,ρ(氨氮)从200mg/L降至10mg/L,ρ(挥发酚)从470mg/L降至0.5mg/L。鲁奇工艺有机废水经过上述长流程处理后通常仍不能满足回用标准,需要再进行超滤—反渗透处理才能回用于循环冷却水。目前一些设计单位提出了“浊循环”的设计方案,即将不满足HG/T3923—2007要求的有机废水直接送循环水系统回用,可大幅降低有机废水的处理成本,但这种回用方案在国内还没有运行实例,美国大平原(GreatPlants)公司和南非萨索尔(Sasol)公司已有类似的运行实例。
1.2.2含盐废水处理
含盐废水的处理通常采用膜浓缩或热浓缩技术将废水中的杂质浓缩,清水回用于循环水系统,浓液(高盐废水)另做处理。
膜浓缩技术具有处理成本低、规模大、技术成熟等优点,缺点是对进水水质要求较高、容易发生污堵、浓缩倍数不高。膜浓缩技术的主要原理为反渗透(RO),所产清水中COD、盐类等浓度较低,清水回收率一般在60%至80%,高效反渗透(HERO)可达到90%。纳滤是介于反渗透和超滤之间的压力驱动膜分离和浓缩过程,与反渗透相比,其操作压力和能耗更低,但应用于废水处理尚处研究阶段。
热浓缩主要有多效蒸发、机械压缩蒸发、膜蒸馏等方式,浓缩效率较高,但设备庞大、能耗高。其中多效蒸发技术比较成熟,在许多行业中已经得到应用,清水回收率一般在90%左右;机械压缩蒸发能耗相对较低,但设备投资大,清水回收率一般在92%左右;膜蒸馏可利用工业废热等廉价能源,对无机盐、大分子等不挥发组分的截留率接近100%,但该方法尚处于研究阶段。
1.2.3浓液的处置
含盐废水处理后产生的浓液,也称为高盐废水,含盐量通常高达20%(质量分数)以上。国内应用较多的浓液处置方式有蒸发结晶、焚烧、冲灰、自然蒸发塘等,国外还有深井灌注等方式。
蒸发结晶法是使浓液中的盐分以结晶方式析出。美国通用公司的专有技术———蒸汽压缩结晶技术是热效率最高的。该技术设备投资大,目前已在南非Sasol公司的煤间接液化项目及波兰Debiensko煤矿等处成功运行,国内仅神华集团有限责任公司煤制油项目采用该技术处理催化剂制备过程中产生的少量高盐废水,尚处于试运行阶段。
焚烧法是将浓液送入焚烧炉焚烧,产生以盐类为主的残渣。该技术能耗高、防腐要求高、稳定运行比较困难,国内煤化工行业尚无运行实例。某煤制天然气项目提出采用这种处理方式,目前正在进行初步设计。
冲灰法是将浓液送至煤场喷洒或锅炉冲渣,浓液中的盐分和有机物最终进入灰渣。部分小型煤化工项目和电厂多采用这种处置方式。
自然蒸发塘法是建设面积足够大的池塘,贮存浓液,利用自然蒸发的方式蒸腾水分,使盐分留在塘底,一般需要对蒸发塘采用相应的防渗措施。该方式比较适合于降雨量小、蒸发量大、地广人稀地区的煤化工项目。
深井灌注法目前在美国、墨西哥等国家有应用实例。这种方式对自然地质条件要求很高,我国目前尚无相关法律法规和技术标准支持。
2煤化工废水零排放存在问题及对策建议
煤化工废水零排放技术的研究和应用在我国处于起步阶段,在技术、经济、环境影响、规划管理等方面均存在问题,应引起有关部门和相关企业的高度重视。
2.1技术方面
2.1.1存在问题
煤化工废水零排放的主要技术难点集中在中温气化工艺有机废水处理、含盐废水处理及浓液处置三个方面。
中温气化工艺有机废水经过复杂的生化处理后其水质(COD约为200mg/L)仍难以满足循环再生水水质标准的要求。反渗透工艺由于反渗透膜的寿命短,会增加装置的运行成本;而浊循环系统容易因废水中的有机物而造成循环水系统的腐蚀,缩短系统的使用时间。目前关于浊循环技术对循环系统的影响程度尚无定论,我国也无相关技术设计规范。
含盐废水处理的核心问题一是膜浓缩和热浓缩的污堵问题和设备腐蚀问题,二是整个系统盐平衡的优化问题。水中污染物对膜装置的堵塞和高盐分对设备的腐蚀降低了膜浓缩、热浓缩的处理效率和膜装置和设备的使用寿命,运行成本较高,亟需开发新型高效含盐废水处理工艺。
浓液的妥善处置是真正实现废水零排放最重要的环节。自然蒸发塘需要确定合理的防渗级别,浓液管路传输中需要解决结晶、保温、堵塞等工程问题。蒸发结晶和焚烧的最大的问题是能耗高、对材质防腐要求高,在设计中应做好全面的技术经济论证。
2.1.2对策建议
目前,通过对现有浊循环工艺的研究发现,从防腐、防泥、防垢3个方面优化中温气化工艺有机废水处理方案,综合考虑煤气水分离、酚氨回收、生化处理、深度处理工艺是研究的重点和突破口。主要包括:提高煤气水分离效率,减少气体带油;采用合适压力的蒸汽进行气体脱酸、脱氨、粗脱酚,提高脱酸、脱氨效率;采用高效酚回收工艺提高对固定酚的去除效率(如选用丁酮、聚砜等高相对分子质量的萃取剂);酚氨回收后废水采用隔油罐和高效气浮除油工艺(如采用窝凹气浮机、气浮柱等),尽可能降低生化系统的油含量;生化处理采用多级A/O—生物滤池工艺;控制中水中的CO2等酸性气体的含量;控制水处理过程中带入的钙镁离子、氯离子和碳酸根离子;废水走换热器管程,提高换热器内物料流速以及设置备用的关键换热器等方法。
对含盐废水及浓液的处理应从源头入手,首先应在设计中综合考虑整个系统的盐平衡,对废水处理过程中需要投加药剂的各个环节进行工艺和药剂的比选优化,最大限度地减少水系统添加的盐量,降低末端治理的压力。据神华集团有限责任公司某煤制天然气项目的初步设计资料,预脱盐装置以反渗透技术代替离子交换技术可使系统总盐分质量浓度下降18%左右。其次,应有针对性地改进或研究开发含盐废水及浓液处理的系统配置。对于较大流量的处理系统,可从6种系统配置着手,主要包括:多效降膜蒸发器-强制循环结晶器-固体脱水机,多效降膜蒸发器-蒸发池,膜浓缩器-单效降膜蒸发器-强制循环蒸发器/结晶器-固体脱水机,膜浓缩器-强制循环蒸发器/结晶器-蒸发池,膜热混合工艺蒸发器-强制循环蒸发器/结晶器-脱水机,膜热混合工艺蒸发器-蒸发池等。第三,还应在设计时关注和研究几个重要问题,如:废水进入热处理或膜处理工序前应尽量浓缩;设计热蒸发器时应考虑含多种无机物和有机物废水的特性;考虑钙离子、硫酸根离子、镁离子、硅、碳酸或重碳酸根离子的浓度以减少换热面结垢;考虑浓缩后溶液沸点的提高对系统的影响;全面考虑运行温度、pH、溶解氧含量、氯离子浓度等导致设备腐蚀的因素,选择经济合理的设备材质,提高设备寿命等。
总之,针对目前废水零排放的技术工程难点,相关部门和企业应加大技术投入,从环保角度评估各种煤气化技术的优劣,选择合理的节水和废水处理工艺及设备,推广实用可行的技术,制定相关技术指南与工程规范,推动我国废水零排放技术的发展。
2.2经济方面
2.2.1存在问题
煤化工项目通常投资很大,要实现“废水零排放”,除克服技术方面的困难外,还需要投入大量资金。据估算,一些投资在100亿元以上、采用水煤浆工艺的煤化工项目预计平均水处理投资约6亿元,约占环保投资的一半左右,而采用鲁奇工艺的平均水处理投资约占环保投资的三分之二。含盐废水处理成本通常是有机废水处理成本的几倍。国内首家已建成但还未真正实现废水零排放的神华集团有限责任公司煤制油项目,试运行期间每吨有机废水的处理成本超过5元,每吨含盐水的处理成本则超过38元。
在整个废水零排放系统中,浓液的有效处理是决定废水零排放方案成败的关键环节。由于煤化工艺装置富余的低压蒸汽量有限,不足以作为废水浓缩结晶的主要热源,需要补充外部热源,且蒸发结晶装置需要使用高强度耐腐蚀材料,因而增加了投资成本。鄂尔多斯市的某煤化工项目仅蒸发结晶工序的设计投资就达2.4亿元,占整个水处理投资的40%以上,占项目环保投资的15%,占项目总投资的1%。
2.2.2对策建议
实现“废水零排放”的经济代价是巨大的。从另一个角度看,废水零排放是以较多的能源消耗换取污染物的减排,因此在解决水环境污染的同时,一定要综合考虑由此带来的高能耗和高投资运行成本问题,其中特别应关注蒸发结晶、焚烧的处置方式。
2.3环境方面
2.3.1存在问题
废水零排放的环境问题主要有浓液处置不当可能产生的次生环境污染以及非正常工况下的环境风险隐患。
浓液采用蒸发结晶处置时产生的结晶废渣量较大。神华集团有限责任公司煤制油项目仅催化剂制备过程含盐水产生的结晶废渣就高达48kt/a,若按危险废物处置则所需费用很高,且废渣中的可溶性盐类在雨水淋溶作用下会造成二次污染。冲灰方式处置浓液会使含有大量有机物、杂盐的浓液进入锅炉灰渣,容易造成二次污染,亦会影响灰渣综合利用产品的质量。蒸发塘法处置浓液若选址不当,可能造成地下水污染,若按照危险废物填埋场要求进行防渗会增大投资。
化工装置在非正常工况下将产生大量不满足回用标准或虽满足回用标准但无回用途径的废水,由于零排放企业无废水排放口,这部分废水只能在厂内长时间贮存。由于废水量较大,很容易造成废水无序排放,污染当地地下水环境。如某煤化工企业在试运行期间产生的废水无法回用到循环水系统,企业便将其作为绿化用水,结果造成了厂区地下水污染。
2.3.2对策建议
首先,废水零排放是在煤炭资源丰富、水资源匮乏、又缺乏纳污水体的特定条件下解决煤化工废水出路的措施,而不应该作为煤化工项目上马的硬性要求之一。对煤化工项目的水污染控制,应立足于不恶化地表水体质量、不污染地下水,将污染限制在可控范围内。在水资源丰富的南方地区不宜倡导零排放,北方地区也应因地制宜,区别对待:如果有纳污水体,应尽可能利用自然水体,不宜硬性要求零排放;在确实没有纳污水体地区,应该以保护地下水为前提,优先选用能耗、物耗较低的处置方式。其次,煤化工项目应集中布局,以水资源最大化利用作为根本目标之一,对水资源进行统筹管理,从企业—园区—区域3个层面做好废水的处理处置和水资源的梯级利用,从而实现废水零排放。例如,对于非正常状况下产生大量废水的情况,依靠单个企业的事故水系统很难满足废水储存要求,而利用园区化模式建立公共事故水系统,统筹考虑区域或者化工园区的废水集中储存和回用,可以分担企业压力,降低环境风险。
2.4规划管理方面
2.4.1存在问题
近年来,许多煤炭资源丰富的北方省份制定了规模庞大的煤化工发展规划。这些规划项目普遍缺乏水资源和水环境条件支撑,如果得不到合理的引导,不仅会造成煤炭资源和水资源的浪费,还可能引发严重的环境污染和生态破坏。以煤化工项目密集的鄂尔多斯市为例,该市共规划了大大小小14个工业园区,多数以煤化工作为其支柱产业,煤化工项目遍地开花,区域水资源和水环境的矛盾日益尖锐。
2.4.2对策建议
煤化工项目的建设首先应立足于合理规划。地方政府及有关部门应制定政策,正确引导,在进行产业链规划布局时,应同步开展规划环评工作,指导煤化工产业布局、技术工艺选择及环境管理。应率先要求若干有实力、资金雄厚的大企业开展废水零排放示范项目,待积累了丰富的经验后再大范围推广,而不能一哄而上,“遍地开花、无序发展”。
其次,由于废水零排放的经济成本高,对企业的压力很大,如果监管跟不上,极有可能造成水环境污染。而实施废水零排放地区的水环境往往十分敏感,水环境污染会造成严重后果。因此各级政府一是要通过制定财政、税收优惠政策,鼓励有条件的企业开展废水零排放的试点;二是要为有管理能力、技术能力、资金能力且环境友好的企业优先配置煤化工资源;三是在加强指导的同时,应严格监督、检查、竣工验收等监管工作,提高废水零排放的执行率;四是要结合区域水环境矛盾和煤化工发展实际情况,进行标准控制、环境监管等方面的研究,为真正实现煤化工“废水零排放”把好关。
3结语
为了保证我国的能源供应,逐步建立合理的能源消费结构,大力发展现代煤化工,研究开发以替代油气的燃料和化工原料为主要目标的煤现代化利用技术,是我国发展现代煤化工的政策基本取向。我国许多煤炭资源丰富的省份制定了规模庞大的煤化工发展规划,大量的现代煤化工项目正在上马,这些项目普遍缺乏水资源和水环境条件支撑。为遏制水环境恶化的势头,促进工业经济与水资源及环境的协调发展,外排废水回用和“零排放”技术被提上了日程。
不少正在建设和规划中的煤化工项目都需要实施“废水零排放”方案,但迄今国内尚无真正做到废水零排放的煤化工企业,因此大量正在上马的煤化工项目废水零排放方案的实施令人担忧。
煤化工废水零排放技术与现代煤化工技术一样在我国尚处于起步阶段,存在技术、经济、环境、规划管理方面的一系列问题。因此国家首先应制定政策,确定试点,积累技术,加以引导,而不能“一哄而上”。废水零排放的本质是用能源消耗换取污染物的减排,因此在水资源相对丰富、有纳污水体的地区不宜盲目推行废水零排放,这和国家“节能减排”及“低碳经济”的要求是相矛盾的。其次,要加强废水零排放的技术研究和储备,指导相关部门和企业加大科研力度,深入研究。再次,要积极推进规划环评,强化环境管理,结合区域水环境矛盾和煤化工发展实际情况,进行标准、环境管理等方面的研究,为实施煤化工废水零排放提供保证。
本文转自公众号“乾来环保”
1.2.1有机废水处理
高温气化工艺的有机废水通常采用A/O等常规生化工艺处理,COD可控制在60mg/L以下,可满足HG/T3923—2007《循环冷却水用再生水水质标准》的要求。以哈尔滨市某水煤浆加压气化制甲醇项目的有机废水为例,经A/O法处理后COD由425mg/L降至16mg/L,COD去除率大于96%,ρ(氨氮)由185mg/L降至0.5mg/L,处理效率大于99%,处理后的有机废水一般可直接回用于循环水系统补水。
中温气化工艺产生的有机废水的COD很高,通常需要采取预处理—生化处理—后续处理的流程,废水中COD一般可降至200mg/L左右。以某在建的煤制天然气项目为例,该工程采用鲁奇工艺,有机废水设置了预处理(絮凝沉淀—水解酸化)—A/O生化处理—接触氧化—催化氧化的流程,设计废水COD可由5000mg/L降至160mg/L,ρ(氨氮)从200mg/L降至10mg/L,ρ(挥发酚)从470mg/L降至0.5mg/L。鲁奇工艺有机废水经过上述长流程处理后通常仍不能满足回用标准,需要再进行超滤—反渗透处理才能回用于循环冷却水。目前一些设计单位提出了“浊循环”的设计方案,即将不满足HG/T3923—2007要求的有机废水直接送循环水系统回用,可大幅降低有机废水的处理成本,但这种回用方案在国内还没有运行实例,美国大平原(GreatPlants)公司和南非萨索尔(Sasol)公司已有类似的运行实例。
1.2.2含盐废水处理
含盐废水的处理通常采用膜浓缩或热浓缩技术将废水中的杂质浓缩,清水回用于循环水系统,浓液(高盐废水)另做处理。
膜浓缩技术具有处理成本低、规模大、技术成熟等优点,缺点是对进水水质要求较高、容易发生污堵、浓缩倍数不高。膜浓缩技术的主要原理为反渗透(RO),所产清水中COD、盐类等浓度较低,清水回收率一般在60%至80%,高效反渗透(HERO)可达到90%。纳滤是介于反渗透和超滤之间的压力驱动膜分离和浓缩过程,与反渗透相比,其操作压力和能耗更低,但应用于废水处理尚处研究阶段。
热浓缩主要有多效蒸发、机械压缩蒸发、膜蒸馏等方式,浓缩效率较高,但设备庞大、能耗高。其中多效蒸发技术比较成熟,在许多行业中已经得到应用,清水回收率一般在90%左右;机械压缩蒸发能耗相对较低,但设备投资大,清水回收率一般在92%左右;膜蒸馏可利用工业废热等廉价能源,对无机盐、大分子等不挥发组分的截留率接近100%,但该方法尚处于研究阶段。
1.2.3浓液的处置
含盐废水处理后产生的浓液,也称为高盐废水,含盐量通常高达20%(质量分数)以上。国内应用较多的浓液处置方式有蒸发结晶、焚烧、冲灰、自然蒸发塘等,国外还有深井灌注等方式。
蒸发结晶法是使浓液中的盐分以结晶方式析出。美国通用公司的专有技术———蒸汽压缩结晶技术是热效率最高的。该技术设备投资大,目前已在南非Sasol公司的煤间接液化项目及波兰Debiensko煤矿等处成功运行,国内仅神华集团有限责任公司煤制油项目采用该技术处理催化剂制备过程中产生的少量高盐废水,尚处于试运行阶段。
焚烧法是将浓液送入焚烧炉焚烧,产生以盐类为主的残渣。该技术能耗高、防腐要求高、稳定运行比较困难,国内煤化工行业尚无运行实例。某煤制天然气项目提出采用这种处理方式,目前正在进行初步设计。
冲灰法是将浓液送至煤场喷洒或锅炉冲渣,浓液中的盐分和有机物最终进入灰渣。部分小型煤化工项目和电厂多采用这种处置方式。
自然蒸发塘法是建设面积足够大的池塘,贮存浓液,利用自然蒸发的方式蒸腾水分,使盐分留在塘底,一般需要对蒸发塘采用相应的防渗措施。该方式比较适合于降雨量小、蒸发量大、地广人稀地区的煤化工项目。
深井灌注法目前在美国、墨西哥等国家有应用实例。这种方式对自然地质条件要求很高,我国目前尚无相关法律法规和技术标准支持。
2煤化工废水零排放存在问题及对策建议
煤化工废水零排放技术的研究和应用在我国处于起步阶段,在技术、经济、环境影响、规划管理等方面均存在问题,应引起有关部门和相关企业的高度重视。
2.1技术方面
2.1.1存在问题
煤化工废水零排放的主要技术难点集中在中温气化工艺有机废水处理、含盐废水处理及浓液处置三个方面。
中温气化工艺有机废水经过复杂的生化处理后其水质(COD约为200mg/L)仍难以满足循环再生水水质标准的要求。反渗透工艺由于反渗透膜的寿命短,会增加装置的运行成本;而浊循环系统容易因废水中的有机物而造成循环水系统的腐蚀,缩短系统的使用时间。目前关于浊循环技术对循环系统的影响程度尚无定论,我国也无相关技术设计规范。
含盐废水处理的核心问题一是膜浓缩和热浓缩的污堵问题和设备腐蚀问题,二是整个系统盐平衡的优化问题。水中污染物对膜装置的堵塞和高盐分对设备的腐蚀降低了膜浓缩、热浓缩的处理效率和膜装置和设备的使用寿命,运行成本较高,亟需开发新型高效含盐废水处理工艺。
浓液的妥善处置是真正实现废水零排放最重要的环节。自然蒸发塘需要确定合理的防渗级别,浓液管路传输中需要解决结晶、保温、堵塞等工程问题。蒸发结晶和焚烧的最大的问题是能耗高、对材质防腐要求高,在设计中应做好全面的技术经济论证。
2.1.2对策建议
目前,通过对现有浊循环工艺的研究发现,从防腐、防泥、防垢3个方面优化中温气化工艺有机废水处理方案,综合考虑煤气水分离、酚氨回收、生化处理、深度处理工艺是研究的重点和突破口。主要包括:提高煤气水分离效率,减少气体带油;采用合适压力的蒸汽进行气体脱酸、脱氨、粗脱酚,提高脱酸、脱氨效率;采用高效酚回收工艺提高对固定酚的去除效率(如选用丁酮、聚砜等高相对分子质量的萃取剂);酚氨回收后废水采用隔油罐和高效气浮除油工艺(如采用窝凹气浮机、气浮柱等),尽可能降低生化系统的油含量;生化处理采用多级A/O—生物滤池工艺;控制中水中的CO2等酸性气体的含量;控制水处理过程中带入的钙镁离子、氯离子和碳酸根离子;废水走换热器管程,提高换热器内物料流速以及设置备用的关键换热器等方法。
对含盐废水及浓液的处理应从源头入手,首先应在设计中综合考虑整个系统的盐平衡,对废水处理过程中需要投加药剂的各个环节进行工艺和药剂的比选优化,最大限度地减少水系统添加的盐量,降低末端治理的压力。据神华集团有限责任公司某煤制天然气项目的初步设计资料,预脱盐装置以反渗透技术代替离子交换技术可使系统总盐分质量浓度下降18%左右。其次,应有针对性地改进或研究开发含盐废水及浓液处理的系统配置。对于较大流量的处理系统,可从6种系统配置着手,主要包括:多效降膜蒸发器-强制循环结晶器-固体脱水机,多效降膜蒸发器-蒸发池,膜浓缩器-单效降膜蒸发器-强制循环蒸发器/结晶器-固体脱水机,膜浓缩器-强制循环蒸发器/结晶器-蒸发池,膜热混合工艺蒸发器-强制循环蒸发器/结晶器-脱水机,膜热混合工艺蒸发器-蒸发池等。第三,还应在设计时关注和研究几个重要问题,如:废水进入热处理或膜处理工序前应尽量浓缩;设计热蒸发器时应考虑含多种无机物和有机物废水的特性;考虑钙离子、硫酸根离子、镁离子、硅、碳酸或重碳酸根离子的浓度以减少换热面结垢;考虑浓缩后溶液沸点的提高对系统的影响;全面考虑运行温度、pH、溶解氧含量、氯离子浓度等导致设备腐蚀的因素,选择经济合理的设备材质,提高设备寿命等。
总之,针对目前废水零排放的技术工程难点,相关部门和企业应加大技术投入,从环保角度评估各种煤气化技术的优劣,选择合理的节水和废水处理工艺及设备,推广实用可行的技术,制定相关技术指南与工程规范,推动我国废水零排放技术的发展。
2.2经济方面
2.2.1存在问题
煤化工项目通常投资很大,要实现“废水零排放”,除克服技术方面的困难外,还需要投入大量资金。据估算,一些投资在100亿元以上、采用水煤浆工艺的煤化工项目预计平均水处理投资约6亿元,约占环保投资的一半左右,而采用鲁奇工艺的平均水处理投资约占环保投资的三分之二。含盐废水处理成本通常是有机废水处理成本的几倍。国内首家已建成但还未真正实现废水零排放的神华集团有限责任公司煤制油项目,试运行期间每吨有机废水的处理成本超过5元,每吨含盐水的处理成本则超过38元。
在整个废水零排放系统中,浓液的有效处理是决定废水零排放方案成败的关键环节。由于煤化工艺装置富余的低压蒸汽量有限,不足以作为废水浓缩结晶的主要热源,需要补充外部热源,且蒸发结晶装置需要使用高强度耐腐蚀材料,因而增加了投资成本。鄂尔多斯市的某煤化工项目仅蒸发结晶工序的设计投资就达2.4亿元,占整个水处理投资的40%以上,占项目环保投资的15%,占项目总投资的1%。
2.2.2对策建议
实现“废水零排放”的经济代价是巨大的。从另一个角度看,废水零排放是以较多的能源消耗换取污染物的减排,因此在解决水环境污染的同时,一定要综合考虑由此带来的高能耗和高投资运行成本问题,其中特别应关注蒸发结晶、焚烧的处置方式。
2.3环境方面
2.3.1存在问题
废水零排放的环境问题主要有浓液处置不当可能产生的次生环境污染以及非正常工况下的环境风险隐患。
浓液采用蒸发结晶处置时产生的结晶废渣量较大。神华集团有限责任公司煤制油项目仅催化剂制备过程含盐水产生的结晶废渣就高达48kt/a,若按危险废物处置则所需费用很高,且废渣中的可溶性盐类在雨水淋溶作用下会造成二次污染。冲灰方式处置浓液会使含有大量有机物、杂盐的浓液进入锅炉灰渣,容易造成二次污染,亦会影响灰渣综合利用产品的质量。蒸发塘法处置浓液若选址不当,可能造成地下水污染,若按照危险废物填埋场要求进行防渗会增大投资。
化工装置在非正常工况下将产生大量不满足回用标准或虽满足回用标准但无回用途径的废水,由于零排放企业无废水排放口,这部分废水只能在厂内长时间贮存。由于废水量较大,很容易造成废水无序排放,污染当地地下水环境。如某煤化工企业在试运行期间产生的废水无法回用到循环水系统,企业便将其作为绿化用水,结果造成了厂区地下水污染。
2.3.2对策建议
首先,废水零排放是在煤炭资源丰富、水资源匮乏、又缺乏纳污水体的特定条件下解决煤化工废水出路的措施,而不应该作为煤化工项目上马的硬性要求之一。对煤化工项目的水污染控制,应立足于不恶化地表水体质量、不污染地下水,将污染限制在可控范围内。在水资源丰富的南方地区不宜倡导零排放,北方地区也应因地制宜,区别对待:如果有纳污水体,应尽可能利用自然水体,不宜硬性要求零排放;在确实没有纳污水体地区,应该以保护地下水为前提,优先选用能耗、物耗较低的处置方式。其次,煤化工项目应集中布局,以水资源最大化利用作为根本目标之一,对水资源进行统筹管理,从企业—园区—区域3个层面做好废水的处理处置和水资源的梯级利用,从而实现废水零排放。例如,对于非正常状况下产生大量废水的情况,依靠单个企业的事故水系统很难满足废水储存要求,而利用园区化模式建立公共事故水系统,统筹考虑区域或者化工园区的废水集中储存和回用,可以分担企业压力,降低环境风险。
2.4规划管理方面
2.4.1存在问题
近年来,许多煤炭资源丰富的北方省份制定了规模庞大的煤化工发展规划。这些规划项目普遍缺乏水资源和水环境条件支撑,如果得不到合理的引导,不仅会造成煤炭资源和水资源的浪费,还可能引发严重的环境污染和生态破坏。以煤化工项目密集的鄂尔多斯市为例,该市共规划了大大小小14个工业园区,多数以煤化工作为其支柱产业,煤化工项目遍地开花,区域水资源和水环境的矛盾日益尖锐。
2.4.2对策建议
煤化工项目的建设首先应立足于合理规划。地方政府及有关部门应制定政策,正确引导,在进行产业链规划布局时,应同步开展规划环评工作,指导煤化工产业布局、技术工艺选择及环境管理。应率先要求若干有实力、资金雄厚的大企业开展废水零排放示范项目,待积累了丰富的经验后再大范围推广,而不能一哄而上,“遍地开花、无序发展”。
其次,由于废水零排放的经济成本高,对企业的压力很大,如果监管跟不上,极有可能造成水环境污染。而实施废水零排放地区的水环境往往十分敏感,水环境污染会造成严重后果。因此各级政府一是要通过制定财政、税收优惠政策,鼓励有条件的企业开展废水零排放的试点;二是要为有管理能力、技术能力、资金能力且环境友好的企业优先配置煤化工资源;三是在加强指导的同时,应严格监督、检查、竣工验收等监管工作,提高废水零排放的执行率;四是要结合区域水环境矛盾和煤化工发展实际情况,进行标准控制、环境监管等方面的研究,为真正实现煤化工“废水零排放”把好关。
3结语
为了保证我国的能源供应,逐步建立合理的能源消费结构,大力发展现代煤化工,研究开发以替代油气的燃料和化工原料为主要目标的煤现代化利用技术,是我国发展现代煤化工的政策基本取向。我国许多煤炭资源丰富的省份制定了规模庞大的煤化工发展规划,大量的现代煤化工项目正在上马,这些项目普遍缺乏水资源和水环境条件支撑。为遏制水环境恶化的势头,促进工业经济与水资源及环境的协调发展,外排废水回用和“零排放”技术被提上了日程。
不少正在建设和规划中的煤化工项目都需要实施“废水零排放”方案,但迄今国内尚无真正做到废水零排放的煤化工企业,因此大量正在上马的煤化工项目废水零排放方案的实施令人担忧。
煤化工废水零排放技术与现代煤化工技术一样在我国尚处于起步阶段,存在技术、经济、环境、规划管理方面的一系列问题。因此国家首先应制定政策,确定试点,积累技术,加以引导,而不能“一哄而上”。废水零排放的本质是用能源消耗换取污染物的减排,因此在水资源相对丰富、有纳污水体的地区不宜盲目推行废水零排放,这和国家“节能减排”及“低碳经济”的要求是相矛盾的。其次,要加强废水零排放的技术研究和储备,指导相关部门和企业加大科研力度,深入研究。再次,要积极推进规划环评,强化环境管理,结合区域水环境矛盾和煤化工发展实际情况,进行标准、环境管理等方面的研究,为实施煤化工废水零排放提供保证。
本文转自公众号“乾来环保”

使用微信““”
1.2.1有机废水处理
高温气化工艺的有机废水通常采用A/O等常规生化工艺处理,COD可控制在60mg/L以下,可满足HG/T3923—2007《循环冷却水用再生水水质标准》的要求。以哈尔滨市某水煤浆加压气化制甲醇项目的有机废水为例,经A/O法处理后COD由425mg/L降至16mg/L,COD去除率大于96%,ρ(氨氮)由185mg/L降至0.5mg/L,处理效率大于99%,处理后的有机废水一般可直接回用于循环水系统补水。
中温气化工艺产生的有机废水的COD很高,通常需要采取预处理—生化处理—后续处理的流程,废水中COD一般可降至200mg/L左右。以某在建的煤制天然气项目为例,该工程采用鲁奇工艺,有机废水设置了预处理(絮凝沉淀—水解酸化)—A/O生化处理—接触氧化—催化氧化的流程,设计废水COD可由5000mg/L降至160mg/L,ρ(氨氮)从200mg/L降至10mg/L,ρ(挥发酚)从470mg/L降至0.5mg/L。鲁奇工艺有机废水经过上述长流程处理后通常仍不能满足回用标准,需要再进行超滤—反渗透处理才能回用于循环冷却水。目前一些设计单位提出了“浊循环”的设计方案,即将不满足HG/T3923—2007要求的有机废水直接送循环水系统回用,可大幅降低有机废水的处理成本,但这种回用方案在国内还没有运行实例,美国大平原(GreatPlants)公司和南非萨索尔(Sasol)公司已有类似的运行实例。
1.2.2含盐废水处理
含盐废水的处理通常采用膜浓缩或热浓缩技术将废水中的杂质浓缩,清水回用于循环水系统,浓液(高盐废水)另做处理。
膜浓缩技术具有处理成本低、规模大、技术成熟等优点,缺点是对进水水质要求较高、容易发生污堵、浓缩倍数不高。膜浓缩技术的主要原理为反渗透(RO),所产清水中COD、盐类等浓度较低,清水回收率一般在60%至80%,高效反渗透(HERO)可达到90%。纳滤是介于反渗透和超滤之间的压力驱动膜分离和浓缩过程,与反渗透相比,其操作压力和能耗更低,但应用于废水处理尚处研究阶段。
热浓缩主要有多效蒸发、机械压缩蒸发、膜蒸馏等方式,浓缩效率较高,但设备庞大、能耗高。其中多效蒸发技术比较成熟,在许多行业中已经得到应用,清水回收率一般在90%左右;机械压缩蒸发能耗相对较低,但设备投资大,清水回收率一般在92%左右;膜蒸馏可利用工业废热等廉价能源,对无机盐、大分子等不挥发组分的截留率接近100%,但该方法尚处于研究阶段。
1.2.3浓液的处置
含盐废水处理后产生的浓液,也称为高盐废水,含盐量通常高达20%(质量分数)以上。国内应用较多的浓液处置方式有蒸发结晶、焚烧、冲灰、自然蒸发塘等,国外还有深井灌注等方式。
蒸发结晶法是使浓液中的盐分以结晶方式析出。美国通用公司的专有技术———蒸汽压缩结晶技术是热效率最高的。该技术设备投资大,目前已在南非Sasol公司的煤间接液化项目及波兰Debiensko煤矿等处成功运行,国内仅神华集团有限责任公司煤制油项目采用该技术处理催化剂制备过程中产生的少量高盐废水,尚处于试运行阶段。
焚烧法是将浓液送入焚烧炉焚烧,产生以盐类为主的残渣。该技术能耗高、防腐要求高、稳定运行比较困难,国内煤化工行业尚无运行实例。某煤制天然气项目提出采用这种处理方式,目前正在进行初步设计。
冲灰法是将浓液送至煤场喷洒或锅炉冲渣,浓液中的盐分和有机物最终进入灰渣。部分小型煤化工项目和电厂多采用这种处置方式。
自然蒸发塘法是建设面积足够大的池塘,贮存浓液,利用自然蒸发的方式蒸腾水分,使盐分留在塘底,一般需要对蒸发塘采用相应的防渗措施。该方式比较适合于降雨量小、蒸发量大、地广人稀地区的煤化工项目。
深井灌注法目前在美国、墨西哥等国家有应用实例。这种方式对自然地质条件要求很高,我国目前尚无相关法律法规和技术标准支持。
2煤化工废水零排放存在问题及对策建议
煤化工废水零排放技术的研究和应用在我国处于起步阶段,在技术、经济、环境影响、规划管理等方面均存在问题,应引起有关部门和相关企业的高度重视。
2.1技术方面
2.1.1存在问题
煤化工废水零排放的主要技术难点集中在中温气化工艺有机废水处理、含盐废水处理及浓液处置三个方面。
中温气化工艺有机废水经过复杂的生化处理后其水质(COD约为200mg/L)仍难以满足循环再生水水质标准的要求。反渗透工艺由于反渗透膜的寿命短,会增加装置的运行成本;而浊循环系统容易因废水中的有机物而造成循环水系统的腐蚀,缩短系统的使用时间。目前关于浊循环技术对循环系统的影响程度尚无定论,我国也无相关技术设计规范。
含盐废水处理的核心问题一是膜浓缩和热浓缩的污堵问题和设备腐蚀问题,二是整个系统盐平衡的优化问题。水中污染物对膜装置的堵塞和高盐分对设备的腐蚀降低了膜浓缩、热浓缩的处理效率和膜装置和设备的使用寿命,运行成本较高,亟需开发新型高效含盐废水处理工艺。
浓液的妥善处置是真正实现废水零排放最重要的环节。自然蒸发塘需要确定合理的防渗级别,浓液管路传输中需要解决结晶、保温、堵塞等工程问题。蒸发结晶和焚烧的最大的问题是能耗高、对材质防腐要求高,在设计中应做好全面的技术经济论证。
2.1.2对策建议
目前,通过对现有浊循环工艺的研究发现,从防腐、防泥、防垢3个方面优化中温气化工艺有机废水处理方案,综合考虑煤气水分离、酚氨回收、生化处理、深度处理工艺是研究的重点和突破口。主要包括:提高煤气水分离效率,减少气体带油;采用合适压力的蒸汽进行气体脱酸、脱氨、粗脱酚,提高脱酸、脱氨效率;采用高效酚回收工艺提高对固定酚的去除效率(如选用丁酮、聚砜等高相对分子质量的萃取剂);酚氨回收后废水采用隔油罐和高效气浮除油工艺(如采用窝凹气浮机、气浮柱等),尽可能降低生化系统的油含量;生化处理采用多级A/O—生物滤池工艺;控制中水中的CO2等酸性气体的含量;控制水处理过程中带入的钙镁离子、氯离子和碳酸根离子;废水走换热器管程,提高换热器内物料流速以及设置备用的关键换热器等方法。
对含盐废水及浓液的处理应从源头入手,首先应在设计中综合考虑整个系统的盐平衡,对废水处理过程中需要投加药剂的各个环节进行工艺和药剂的比选优化,最大限度地减少水系统添加的盐量,降低末端治理的压力。据神华集团有限责任公司某煤制天然气项目的初步设计资料,预脱盐装置以反渗透技术代替离子交换技术可使系统总盐分质量浓度下降18%左右。其次,应有针对性地改进或研究开发含盐废水及浓液处理的系统配置。对于较大流量的处理系统,可从6种系统配置着手,主要包括:多效降膜蒸发器-强制循环结晶器-固体脱水机,多效降膜蒸发器-蒸发池,膜浓缩器-单效降膜蒸发器-强制循环蒸发器/结晶器-固体脱水机,膜浓缩器-强制循环蒸发器/结晶器-蒸发池,膜热混合工艺蒸发器-强制循环蒸发器/结晶器-脱水机,膜热混合工艺蒸发器-蒸发池等。第三,还应在设计时关注和研究几个重要问题,如:废水进入热处理或膜处理工序前应尽量浓缩;设计热蒸发器时应考虑含多种无机物和有机物废水的特性;考虑钙离子、硫酸根离子、镁离子、硅、碳酸或重碳酸根离子的浓度以减少换热面结垢;考虑浓缩后溶液沸点的提高对系统的影响;全面考虑运行温度、pH、溶解氧含量、氯离子浓度等导致设备腐蚀的因素,选择经济合理的设备材质,提高设备寿命等。
总之,针对目前废水零排放的技术工程难点,相关部门和企业应加大技术投入,从环保角度评估各种煤气化技术的优劣,选择合理的节水和废水处理工艺及设备,推广实用可行的技术,制定相关技术指南与工程规范,推动我国废水零排放技术的发展。
2.2经济方面
2.2.1存在问题
煤化工项目通常投资很大,要实现“废水零排放”,除克服技术方面的困难外,还需要投入大量资金。据估算,一些投资在100亿元以上、采用水煤浆工艺的煤化工项目预计平均水处理投资约6亿元,约占环保投资的一半左右,而采用鲁奇工艺的平均水处理投资约占环保投资的三分之二。含盐废水处理成本通常是有机废水处理成本的几倍。国内首家已建成但还未真正实现废水零排放的神华集团有限责任公司煤制油项目,试运行期间每吨有机废水的处理成本超过5元,每吨含盐水的处理成本则超过38元。
在整个废水零排放系统中,浓液的有效处理是决定废水零排放方案成败的关键环节。由于煤化工艺装置富余的低压蒸汽量有限,不足以作为废水浓缩结晶的主要热源,需要补充外部热源,且蒸发结晶装置需要使用高强度耐腐蚀材料,因而增加了投资成本。鄂尔多斯市的某煤化工项目仅蒸发结晶工序的设计投资就达2.4亿元,占整个水处理投资的40%以上,占项目环保投资的15%,占项目总投资的1%。
2.2.2对策建议
实现“废水零排放”的经济代价是巨大的。从另一个角度看,废水零排放是以较多的能源消耗换取污染物的减排,因此在解决水环境污染的同时,一定要综合考虑由此带来的高能耗和高投资运行成本问题,其中特别应关注蒸发结晶、焚烧的处置方式。
2.3环境方面
2.3.1存在问题
废水零排放的环境问题主要有浓液处置不当可能产生的次生环境污染以及非正常工况下的环境风险隐患。
浓液采用蒸发结晶处置时产生的结晶废渣量较大。神华集团有限责任公司煤制油项目仅催化剂制备过程含盐水产生的结晶废渣就高达48kt/a,若按危险废物处置则所需费用很高,且废渣中的可溶性盐类在雨水淋溶作用下会造成二次污染。冲灰方式处置浓液会使含有大量有机物、杂盐的浓液进入锅炉灰渣,容易造成二次污染,亦会影响灰渣综合利用产品的质量。蒸发塘法处置浓液若选址不当,可能造成地下水污染,若按照危险废物填埋场要求进行防渗会增大投资。
化工装置在非正常工况下将产生大量不满足回用标准或虽满足回用标准但无回用途径的废水,由于零排放企业无废水排放口,这部分废水只能在厂内长时间贮存。由于废水量较大,很容易造成废水无序排放,污染当地地下水环境。如某煤化工企业在试运行期间产生的废水无法回用到循环水系统,企业便将其作为绿化用水,结果造成了厂区地下水污染。
2.3.2对策建议
首先,废水零排放是在煤炭资源丰富、水资源匮乏、又缺乏纳污水体的特定条件下解决煤化工废水出路的措施,而不应该作为煤化工项目上马的硬性要求之一。对煤化工项目的水污染控制,应立足于不恶化地表水体质量、不污染地下水,将污染限制在可控范围内。在水资源丰富的南方地区不宜倡导零排放,北方地区也应因地制宜,区别对待:如果有纳污水体,应尽可能利用自然水体,不宜硬性要求零排放;在确实没有纳污水体地区,应该以保护地下水为前提,优先选用能耗、物耗较低的处置方式。其次,煤化工项目应集中布局,以水资源最大化利用作为根本目标之一,对水资源进行统筹管理,从企业—园区—区域3个层面做好废水的处理处置和水资源的梯级利用,从而实现废水零排放。例如,对于非正常状况下产生大量废水的情况,依靠单个企业的事故水系统很难满足废水储存要求,而利用园区化模式建立公共事故水系统,统筹考虑区域或者化工园区的废水集中储存和回用,可以分担企业压力,降低环境风险。
2.4规划管理方面
2.4.1存在问题
近年来,许多煤炭资源丰富的北方省份制定了规模庞大的煤化工发展规划。这些规划项目普遍缺乏水资源和水环境条件支撑,如果得不到合理的引导,不仅会造成煤炭资源和水资源的浪费,还可能引发严重的环境污染和生态破坏。以煤化工项目密集的鄂尔多斯市为例,该市共规划了大大小小14个工业园区,多数以煤化工作为其支柱产业,煤化工项目遍地开花,区域水资源和水环境的矛盾日益尖锐。
2.4.2对策建议
煤化工项目的建设首先应立足于合理规划。地方政府及有关部门应制定政策,正确引导,在进行产业链规划布局时,应同步开展规划环评工作,指导煤化工产业布局、技术工艺选择及环境管理。应率先要求若干有实力、资金雄厚的大企业开展废水零排放示范项目,待积累了丰富的经验后再大范围推广,而不能一哄而上,“遍地开花、无序发展”。
其次,由于废水零排放的经济成本高,对企业的压力很大,如果监管跟不上,极有可能造成水环境污染。而实施废水零排放地区的水环境往往十分敏感,水环境污染会造成严重后果。因此各级政府一是要通过制定财政、税收优惠政策,鼓励有条件的企业开展废水零排放的试点;二是要为有管理能力、技术能力、资金能力且环境友好的企业优先配置煤化工资源;三是在加强指导的同时,应严格监督、检查、竣工验收等监管工作,提高废水零排放的执行率;四是要结合区域水环境矛盾和煤化工发展实际情况,进行标准控制、环境监管等方面的研究,为真正实现煤化工“废水零排放”把好关。
3结语
为了保证我国的能源供应,逐步建立合理的能源消费结构,大力发展现代煤化工,研究开发以替代油气的燃料和化工原料为主要目标的煤现代化利用技术,是我国发展现代煤化工的政策基本取向。我国许多煤炭资源丰富的省份制定了规模庞大的煤化工发展规划,大量的现代煤化工项目正在上马,这些项目普遍缺乏水资源和水环境条件支撑。为遏制水环境恶化的势头,促进工业经济与水资源及环境的协调发展,外排废水回用和“零排放”技术被提上了日程。
不少正在建设和规划中的煤化工项目都需要实施“废水零排放”方案,但迄今国内尚无真正做到废水零排放的煤化工企业,因此大量正在上马的煤化工项目废水零排放方案的实施令人担忧。
煤化工废水零排放技术与现代煤化工技术一样在我国尚处于起步阶段,存在技术、经济、环境、规划管理方面的一系列问题。因此国家首先应制定政策,确定试点,积累技术,加以引导,而不能“一哄而上”。废水零排放的本质是用能源消耗换取污染物的减排,因此在水资源相对丰富、有纳污水体的地区不宜盲目推行废水零排放,这和国家“节能减排”及“低碳经济”的要求是相矛盾的。其次,要加强废水零排放的技术研究和储备,指导相关部门和企业加大科研力度,深入研究。再次,要积极推进规划环评,强化环境管理,结合区域水环境矛盾和煤化工发展实际情况,进行标准、环境管理等方面的研究,为实施煤化工废水零排放提供保证。
本文转自公众号“乾来环保”
使用微信““”
-
浅析活性炭在电镀废水处理中注意事项2020-04-02
-
高能环境推动医疗废水污染防治升级改造2020-04-02
-
国外家庭洗涤废水的常见排放与处理方式浅谈2020-04-01
-
王志轩:超低排放后 对火电厂“消白”是舍本求末2020-04-01
-
生态环境部通报全国医疗废物、医疗废水处置和环境监测情况(截至3月28日)2020-04-01
-
煤化工废水处理现状及发展方向2020-03-31
-
《安徽省水泥工业大气污染物排放标准》4月1日实施2020-03-31
-
这些地方要注意!水泥大气污染物排放标准将实施2020-03-30
-
双级反渗透系统在煤化工高盐废水处理中的应用2020-03-30
-
煤化工废水“近零排放”技术难点解析2020-03-30
-
生态环境部发布《食品加工制造业水污染物排放标准(征求意见稿)》2020-03-30
-
疫情产生的医疗废水有无影响环境?官方回复了2020-03-30
-
总投资逾20亿元!宁钢超低排放项目开工2020-03-30
-
又一个!总投资171亿元煤化工项目获批复!2020-03-30
-
安徽省生态环境厅解读《安徽省水泥工业大气污染物排放标准》2020-03-30